Feed quality control in tropical climates is technically more difficult than in temperate regions because high ambient temperature and relative humidity accelerate moisture re-absorption, mold growth, mycotoxin production, lipid oxidation, nutrient degradation, pellet softening, and bacterial persistence.
In tropical and subtropical markets, ambient temperature commonly reaches 30–38°C, while relative humidity frequently exceeds 75–85%. Under these conditions, finished feed with moisture content above 12–13% or water activity above 0.70 can become unstable within a short storage period, especially if cooling, packaging, warehouse ventilation, or preservative application is inadequate.
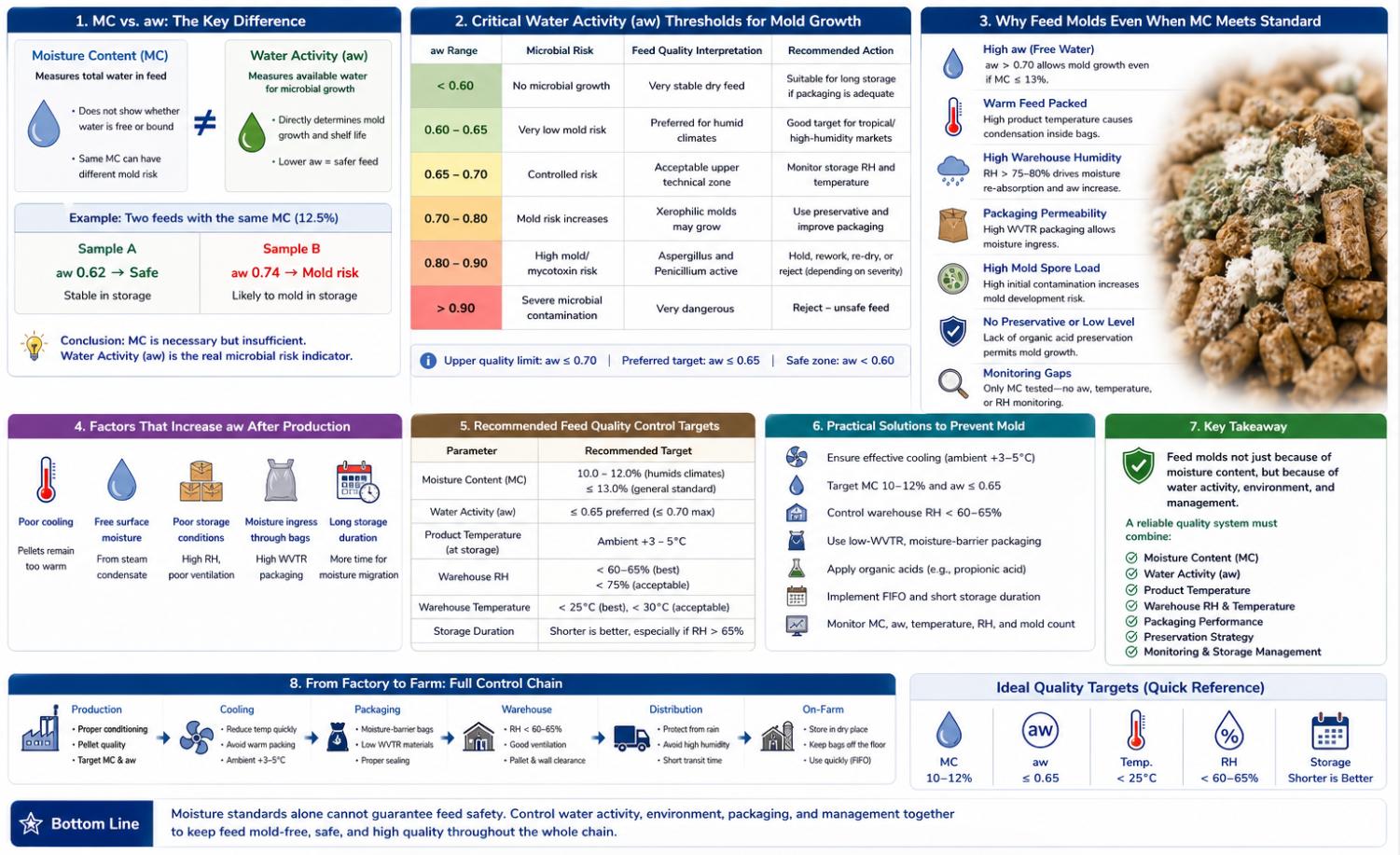
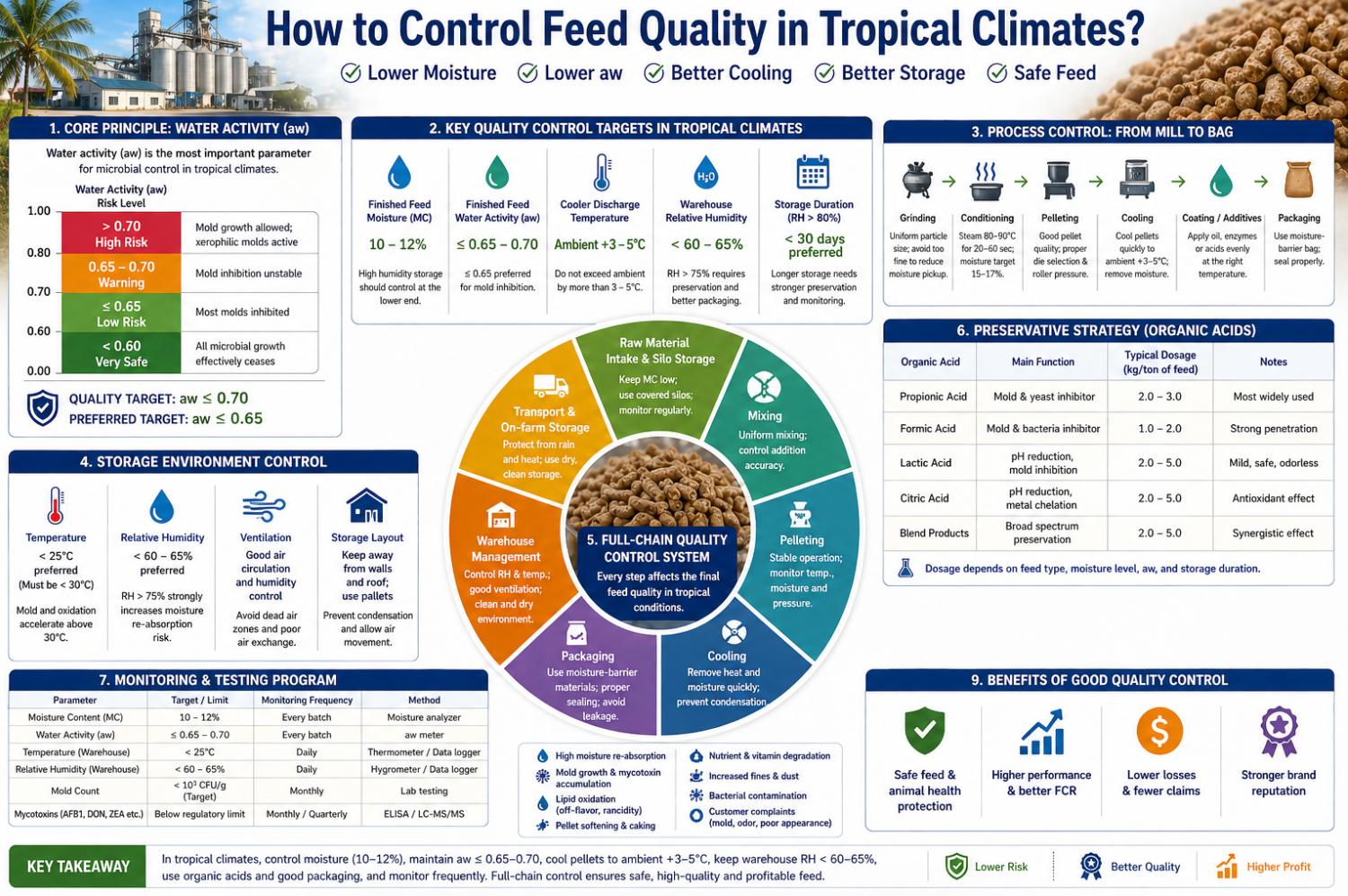
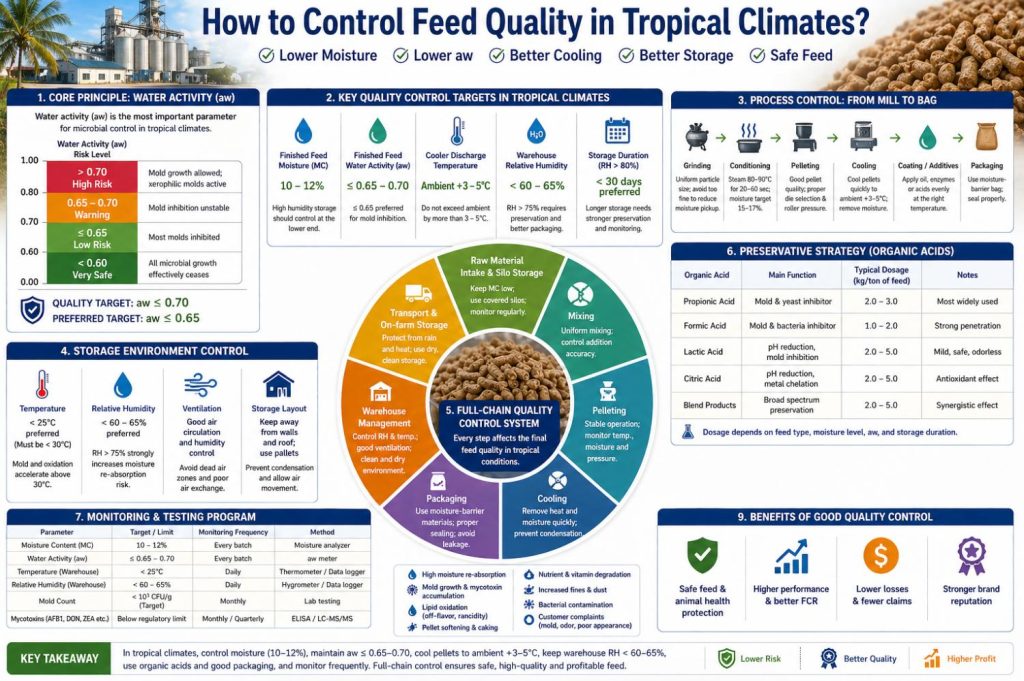
The most critical quality control parameter in tropical feed production is not moisture content alone, but water activity, or aw. Moisture content measures total water, while aw measures biologically available water.
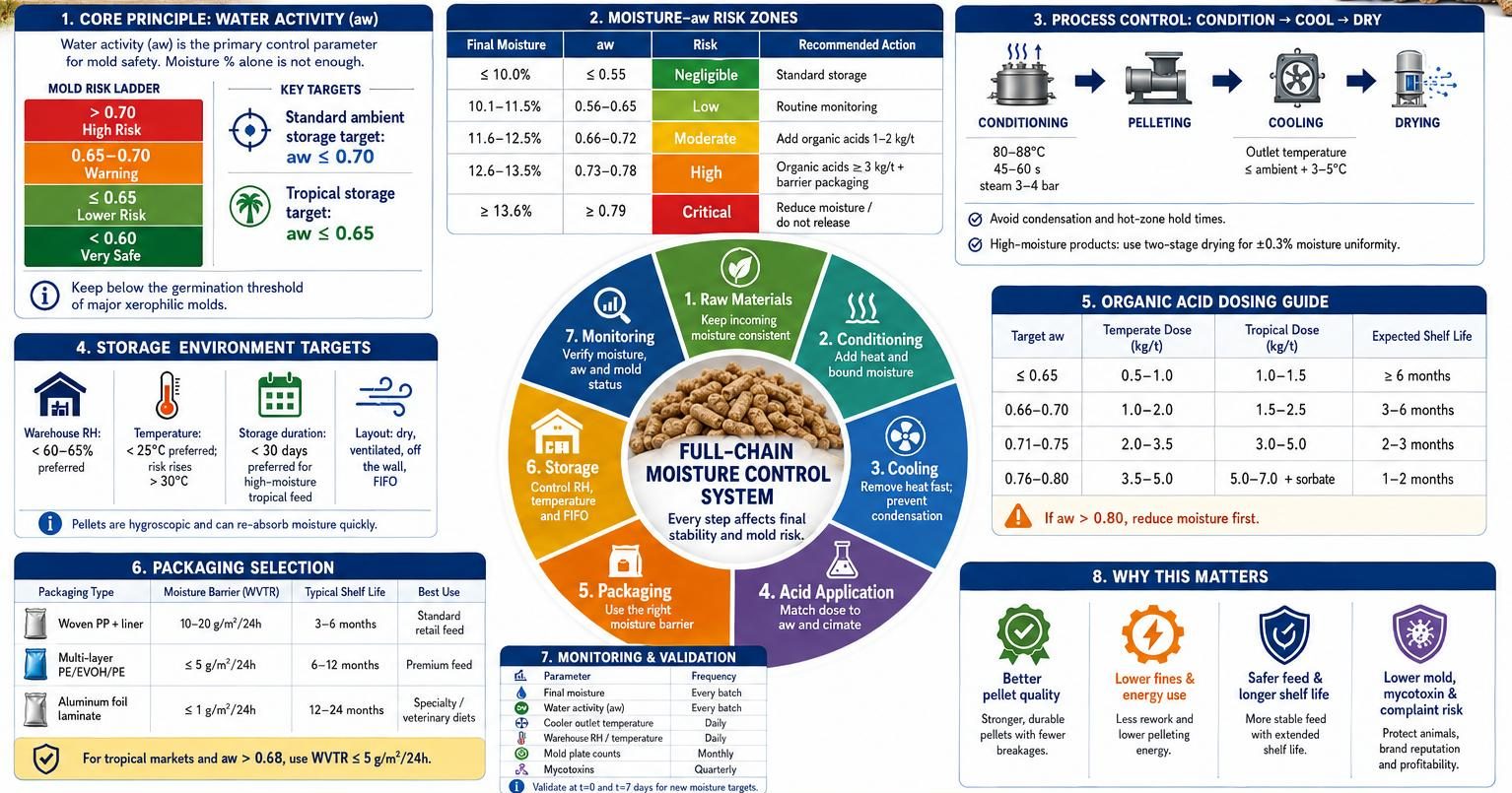
A feed with 12.5% moisture may be microbiologically safe if aw is below 0.65–0.70, but the same moisture level may become risky if water is present as free surface moisture after poor cooling or condensation. Uploaded reference reports identify aw ≤0.70 as the upper quality limit for finished feed, with aw ≤0.65 preferred for mold inhibition, and all microbial growth effectively ceasing below aw 0.60.
For feed mills operating in tropical climates, quality control must be designed as a full-chain system: raw material intake, silo storage, grinding, mixing, steam conditioning, pelleting, cooling, coating, packaging, warehouse management, transport, and on-farm storage must all be managed using quantitative control limits.
Finished feed moisture should generally be controlled at 10–12% for high-humidity storage, finished feed aw should be maintained below 0.65–0.70, cooler discharge temperature should not exceed ambient temperature by more than 3–5°C, and storage warehouse relative humidity should preferably remain below 60–65%. Where ambient RH exceeds 75–85%, organic acid preservation, moisture-barrier packaging, and higher monitoring frequency become necessary rather than optional.
This report provides a practical, data-based framework for controlling feed quality in tropical climates, with emphasis on moisture dynamics, microbial thresholds, process engineering, preservative strategy, packaging, warehouse control, monitoring frequency, and economic risk management.
1- Introduction and Tropical Risk Context
Tropical climates create a high-risk environment for animal feed because heat and humidity act together. High temperature accelerates biological and chemical reactions, while high humidity increases the probability of moisture absorption, condensation, water activity elevation, and mold germination.
In many tropical feed markets, the feed mill may produce pellets under acceptable process conditions, but quality deterioration occurs later during storage, bagging, container transport, distributor warehousing, or on-farm use.
This means that feed quality control in tropical climates cannot be limited to the factory laboratory. It must include production control, moisture control, microbiological control, packaging design, storage engineering, and distribution management.
The main tropical climate risks are:
*- Ambient RH frequently above 75–85%
*- Warehouse temperature commonly above 30°C
*- High risk of condensation inside bags and bins
*- Faster mold growth and mycotoxin accumulation
*- Higher lipid oxidation rate in high-fat feed
*- Shorter vitamin and enzyme stability
*- Pellet softening during storage
*- Increased fines due to moisture cycling
*- Customer complaints caused by mold, caking, odor, and poor pellet appearance
In temperate climates, finished feed at 12.5–13.0% moisture may often remain stable for months if storage conditions are dry. In tropical climates, the same moisture level may be unsafe if aw exceeds 0.70 or if packaging allows moisture ingress. Therefore, tropical feed production requires lower moisture targets, stricter cooling, better packaging, and more aggressive preservation.
2- Moisture Content and Water Activity: The Core Technical Distinction
Moisture content, or MC, is the percentage of total water in feed. It is easy to measure and widely used in feed mill quality control. However, MC alone is not sufficient for tropical feed safety. Water activity, or aw, is the more important microbial risk parameter because it measures the availability of water for biological reactions.
Two feeds may both contain 12.5% moisture, but their shelf life may differ significantly. One may have well-bound internal moisture and aw 0.62. The other may contain free surface moisture from wet steam, poor cooling, or condensation and have aw 0.75. The second feed is much more likely to support mold growth.
Uploaded technical reports repeatedly emphasize that finished feed should be controlled not only by MC but also by aw. Most molds are inhibited below aw 0.65, the finished feed quality target is aw ≤0.70, and values above this threshold are considered unacceptable from a quality standpoint.
Table 1. Feed stability thresholds for tropical climates
| Parameter | Low-risk target | Warning range | High-risk range | Technical meaning |
|---|---|---|---|---|
| Finished feed MC | 10.0–11.5% | 11.5–13.0% | >13.0% | High MC increases mold risk in humid storage |
| Finished feed aw | ≤0.65 | 0.65–0.70 | >0.70 | aw above 0.70 permits xerophilic mold activity |
| Warehouse RH | <60% | 60–75% | >75% | High RH drives moisture re-absorption |
| Warehouse temperature | <25°C | 25–30°C | >30°C | Mold and oxidation accelerate above 30°C |
| Pellet discharge temp after cooler | ambient +3–5°C | ambient +5–8°C | >ambient +10°C | Warm pellets cause condensation in bags |
| Storage duration in tropical RH >80% | <30 days preferred | 30–60 days | >60 days | Longer storage requires stronger preservation |
In tropical climates, the practical strategy is to set finished product targets lower than those used in dry climates. For ordinary poultry and livestock feed, finished MC should usually be controlled around 10.5–12.0%, depending on formula, packaging, and shelf life requirement. For long-distance export, humid storage, or products containing high-fat ingredients, aw should be controlled closer to 0.60–0.65 rather than merely below 0.70.
3- Microbial Risk Under Tropical Temperature and Humidity
Mold growth is the most visible feed quality failure in tropical climates, but it is not the only risk. Mycotoxin production, lipid oxidation, vitamin degradation, caking, and bacterial persistence may occur before visible spoilage becomes obvious.
The uploaded mold-prevention report identifies the minimum aw requirements for key mold species. Aspergillus flavus and Aspergillus parasiticus can grow at approximately aw 0.78, Aspergillus ochraceus around aw 0.77, Penicillium verrucosum around aw 0.80, Fusarium verticillioides around aw 0.87, and some xerophilic molds can grow at much lower aw around 0.61.
Table 2. Mold growth thresholds relevant to tropical feed storage
| Mold group | Minimum aw for growth | Optimal aw range | Main risk | Tropical relevance |
|---|---|---|---|---|
| Xerophilic molds | ~0.61 | 0.70–0.80 | Early surface mold | Can grow even in relatively dry feed |
| Aspergillus flavus | ~0.78 | 0.90–0.99 | Aflatoxin production | High risk in corn and oilseed meals |
| Aspergillus parasiticus | ~0.78 | 0.90–0.95 | Aflatoxins | High risk in humid storage |
| Aspergillus ochraceus | ~0.77 | 0.85–0.95 | Ochratoxin A | Risk in cereals and mixed feed |
| Penicillium spp. | 0.78–0.82 | 0.87–0.95 | OTA, spoilage | Risk in stored feed and cooler residues |
| Fusarium verticillioides | ~0.87 | 0.93–0.99 | Fumonisins | Important in corn-based feed |
| Fusarium graminearum | ~0.90 | 0.95–0.99 | DON, ZEA | Mainly linked to cereal contamination |
The practical conclusion is clear: if finished feed aw remains below 0.65, the risk from major mycotoxigenic molds is strongly reduced. If aw rises above 0.70, risk begins to increase. If aw rises above 0.80, tropical conditions become highly favorable for dangerous mold growth and mycotoxin formation.
Temperature intensifies the problem. The mold-prevention report states that most toxigenic storage molds grow optimally around 25–35°C, while tropical warehouses often operate within or above this range. Therefore, the same feed that remains stable at 20°C may deteriorate much faster at 32–35°C.
4- Raw Material Intake Control
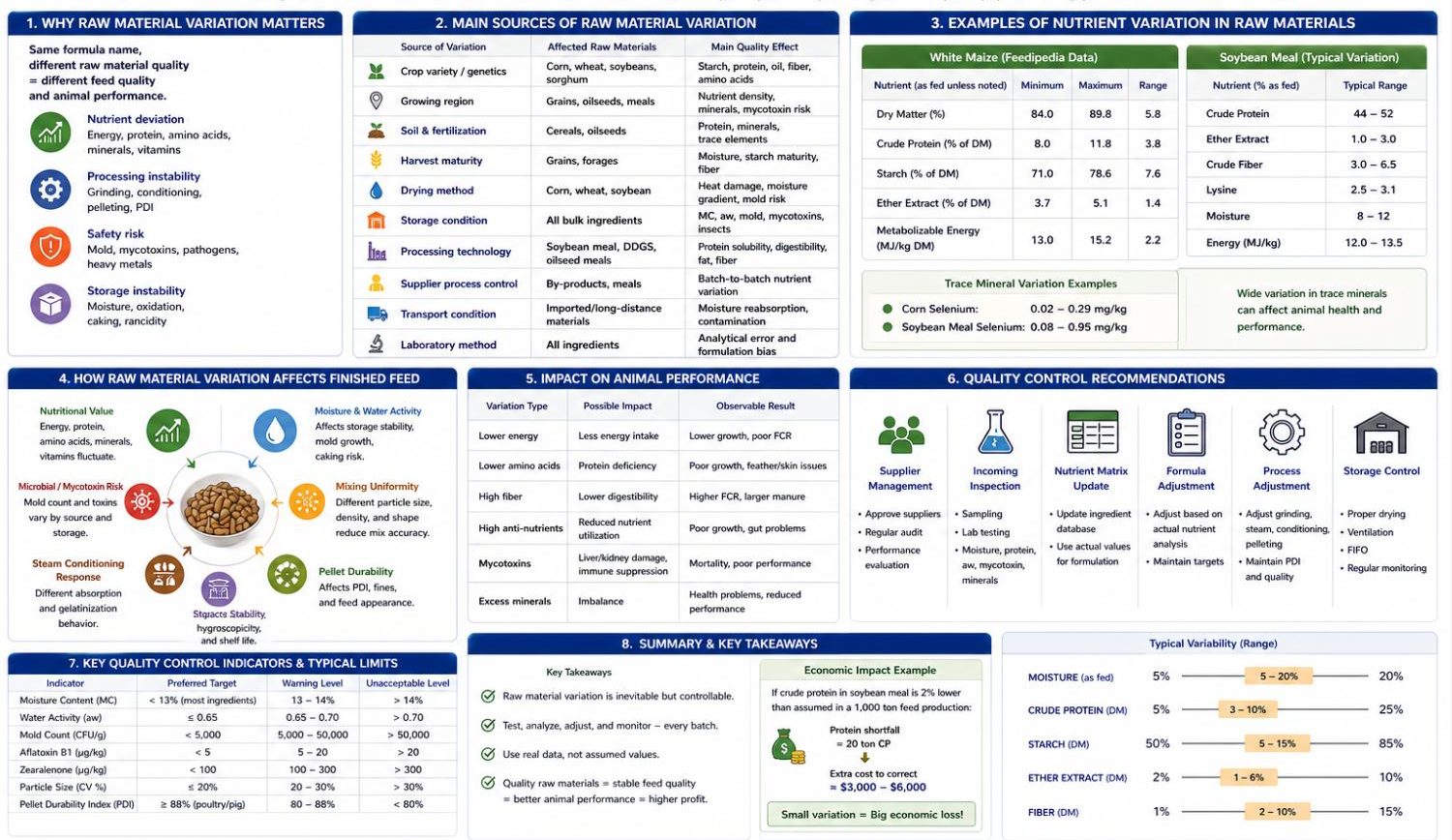
Feed quality control in tropical climates begins before production. Raw materials entering the mill often arrive with variable moisture, microbial load, insect damage, heat damage, or mycotoxin contamination. Tropical climates increase the risk because grains and meals may absorb moisture during transport and storage.
Cereal grains should normally be accepted at ≤14% moisture, but for tropical storage, lower intake targets are preferred when long storage is expected. If corn, wheat, soybean meal, rice bran, DDGS, fish meal, or oilseed meals arrive with elevated moisture, they may already have increased aw and microbial risk.
Table 3. Raw material intake control targets for tropical feed mills
| Raw material category | Preferred MC for tropical storage | Warning level | High-risk level | Required action |
|---|---|---|---|---|
| Corn / maize | 11.5–13.0% | 13.0–14.0% | >14.0% | Drying, rapid use, mycotoxin test |
| Wheat / barley | 11.5–13.0% | 13.0–14.0% | >14.0% | Aeration, FIFO, mold inspection |
| Soybean meal | 10.0–12.5% | 12.5–13.5% | >13.5% | aw check and rapid turnover |
| Rice bran | 8.0–11.0% | 11.0–12.5% | >12.5% | Oxidation and mold risk control |
| DDGS | 9.0–12.0% | 12.0–13.0% | >13.0% | Mycotoxin and caking inspection |
| Fish meal | 6.0–10.0% | 10.0–12.0% | >12.0% | Rancidity and microbial testing |
| Molasses | Brix-controlled | Viscosity change | Fermentation odor | Check yeast and storage temperature |
| Fat / oil | moisture very low | peroxide value rising | rancid odor | PV/AV test and antioxidant control |
At intake, technical personnel should measure:
*- Moisture content
*- Water activity for high-risk ingredients
*- Temperature of bulk material
*- Mold count where required
*- Mycotoxin screening for corn, groundnut meal, cottonseed meal, DDGS, and rice by-products
*- Peroxide value and acid value for oils and high-fat meals
*- Insect damage and caking
For tropical feed mills, raw material intake should not rely only on supplier certificates. NIR or microwave moisture measurement at intake is recommended because raw material moisture variability directly affects grinding loss, steam conditioning response, final moisture, and shelf life. The uploaded moisture-control report identifies NIR at intake as a key control tool for batch-by-batch moisture documentation.
5- Silo and Raw Material Storage Control
In tropical environments, silo storage is a major quality risk point. Even when incoming grain is acceptable, moisture migration can occur during storage. Temperature differences between grain mass, silo walls, and ambient air cause condensation. Localized wet spots then develop, raising aw and supporting mold or insect activity.
Table 4. Recommended silo control values in tropical climates
| Control item | Recommended target | Warning value | Corrective action |
|---|---|---|---|
| Grain storage MC | ≤13.0% preferred | >14.0% | Dry, aerate, or use rapidly |
| Grain temperature | <25–28°C if possible | >30°C | Aeration and inspection |
| Temperature difference within silo | <3–5°C | >5°C | Check for hot spot |
| Silo RH / headspace RH | <65% | >75% | Ventilation adjustment |
| Storage duration for high-risk grain | <30–45 days | >60 days | Retest MC, aw, mold, mycotoxins |
| Insect activity | none | visible insects | Fumigation / cleaning protocol |
| Mycotoxin risk ingredients | batch tested | no test | Hold before use |
Tropical silo management should use FIFO rotation and avoid long-term storage of high-moisture grain. For high-risk ingredients, technical personnel should implement re-testing after storage rather than assuming that intake values remain unchanged.
6- Grinding and Particle Size Control
Grinding influences feed quality in two ways. First, it changes particle size, which affects mixing uniformity, pellet durability, and digestibility. Second, it generates heat and causes moisture loss. The uploaded moisture-control reports state that hammer milling can generate chamber temperatures 45–50°C above ambient and cause moisture losses of approximately 0.5–1.5%.
In tropical climates, this has two implications. If material is already hot, grinding may further increase temperature and moisture evaporation. If the feed later reabsorbs moisture during storage, this creates moisture cycling: water is lost during processing, then absorbed later under humid storage. Moisture cycling weakens pellet structure and increases aw at the surface.
Table 5. Grinding control targets for tropical feed quality
| Feed type | Recommended particle size | Tropical quality concern | Control action |
|---|---|---|---|
| Broiler feed | 600–900 μm | Too coarse reduces PDI; too fine increases dust | Maintain balanced distribution |
| Pig feed | 500–700 μm | Fine grind improves pellets but raises energy | Monitor heat and moisture loss |
| Piglet feed | 400–600 μm | High uniformity required | Avoid excessive dust |
| Layer feed | 700–1,000 μm | Some coarse calcium acceptable | Separate calcium control |
| Ruminant pellet feed | 800–1,200 μm | Fiber limits pellet quality | Avoid over-grinding fiber |
| Fish feed | 250–500 μm | Water stability requires fine grinding | Tight particle size control |
| Shrimp feed | 150–300 μm | Very fine grind essential | Use fine pulverizer |
The grinding stage should record:
*- Hammer mill screen size
*- Average particle size
*- Percentage above 1,500 μm for poultry/pig feed
*- Product temperature after grinding
*- Moisture before and after grinding
*- Dust level and aspiration performance
In tropical climates, dust is not only a physical quality issue. Dust has high surface area and can absorb moisture rapidly, increasing caking and mold risk.
7- Mixing and Liquid Addition Control
Mixing is the first major opportunity for controlled water or additive addition. However, tropical feed mills must be cautious. Adding water may improve pellet durability and reduce energy consumption, but excessive or poorly distributed water increases aw and storage risk.
The uploaded feed water retention report states that when mash moisture entering the mixer falls below approximately 12.5%, atomized water addition may be recommended, but standard practice should generally limit mixer water addition to no more than 2%. It also reports that only 40–50% of water added in the mixer may be retained in the final pellet under some conditions.
Table 6. Mixer liquid addition targets in tropical climates
| Liquid addition type | Recommended range | Tropical risk | Technical control |
|---|---|---|---|
| Water addition | 0.5–2.0% maximum | Raises aw if poorly absorbed | Use atomized hot water or MDS |
| Molasses | 2–5% | Yeast growth and stickiness | Use preservative if needed |
| Mixer-added oil | ≤1–2% if high PDI required | Coats particles, weakens pellets | Shift oil to post-pellet coating |
| Organic acid solution | 0.05–0.30% active acid equivalent | Corrosion or palatability at high dose | Use buffered/multi-acid blend |
| Surfactant-based hydrating solution | supplier-specific | Must not over-wet mash | Dose by MC and aw target |
| Enzyme liquid | formula-dependent | Thermal and moisture sensitivity | Consider post-pellet application |
The addition sequence is important. Water or hydrating solution should be applied after dry mixing and before oil addition. If oil is added first, particle surfaces become hydrophobic and water penetration decreases, increasing the risk of surface moisture rather than bound moisture.
8- Steam Conditioning Control
Steam conditioning is essential for pellet quality, but in tropical climates it must be managed carefully because it introduces both heat and moisture. The objective is not simply to raise temperature. It is to create a conditioned mash with suitable temperature, moisture, retention time, and steam quality.
The uploaded reports identify post-conditioning moisture of 14.0–15.5% and conditioning temperature around 78–83°C as common optimal windows for pellet quality and starch gelatinization. Good-quality steam raises mash temperature by approximately 16°C for each 1% moisture added.
Table 7. Steam conditioning targets for tropical feed mills
| Feed type | Conditioning temperature | Post-conditioning MC | Retention time | Tropical control note |
|---|---|---|---|---|
| Broiler feed | 78–85°C | 14.0–15.5% | 30–60 s | Avoid excessive final moisture |
| Layer feed | 75–82°C | 13.5–15.0% | 20–50 s | Balance durability and dryness |
| Pig feed | 78–85°C | 14.0–16.0% | 30–60 s | Good hygiene and pellet quality |
| Piglet feed | 70–82°C | 13.5–15.0% | 30–90 s | Protect additives and vitamins |
| Ruminant feed | 65–80°C | 13.5–15.5% | 30–70 s | High fiber needs moisture balance |
| Fish feed | 85–95°C | 15.0–17.0% | 60–120 s | Water stability requires higher control |
| Shrimp feed | 90–100°C or higher | 16.0–18.0% | 90–180 s | High density and water stability |
Steam quality is critical. Wet steam is especially dangerous in tropical feed production because it introduces free surface water, raising aw without improving pellet binding. Superheated steam may raise temperature but provide insufficient moisture for starch gelatinization.
Table 8. Steam quality diagnosis
| Steam condition | Feed appearance | Quality effect | Corrective action |
|---|---|---|---|
| Dry saturated steam | Uniform warm mash | Good pellet durability | Maintain pressure and trap system |
| Wet steam | Sticky mash, lumps | High aw and blockage risk | Check separator and condensate drainage |
| Superheated steam | Hot but dry mash | Brittle pellets, low PDI | Adjust pressure reduction and moisture |
| Unstable steam pressure | Temperature fluctuation | Variable PDI and MC | Stabilize boiler/control valve |
| Condensate at startup | Wet first batch | Mold and die blockage risk | Drain line before feeding |
In tropical climates, conditioning should be linked to final moisture control. It is not acceptable to improve PDI by adding so much steam that the cooler cannot reduce finished MC to a safe level.
9- Pelleting and Pellet Durability Control
Pelleting affects feed quality through compression, frictional heat, density formation, and moisture loss. In tropical climates, strong pellets are necessary because weak pellets break during handling, and fines absorb moisture more rapidly than intact pellets.
The uploaded reports state that insufficient moisture entering the die causes weak bonding, brittle pellets, and increased fines, while excessive moisture causes die plug-ups, reduced throughput, and microbial risk.
Table 9. Pellet quality targets for tropical markets
| Feed type | Recommended PDI | Fines after cooling | Final MC | Technical note |
|---|---|---|---|---|
| Broiler feed | 88–92% | <5–8% | 10.5–12.5% | Balance durability and shelf life |
| Layer feed | 85–90% | <8% | 10.5–12.5% | Avoid excessive hardness |
| Pig feed | 88–92% | <5–8% | 10.5–12.5% | Good transport resistance |
| Piglet feed | 85–90% | <8% | 10.5–12.0% | Protect additives |
| Ruminant pellets | 85–90% | <8–10% | 10.5–12.5% | Fiber limits PDI |
| Fish feed | 92–96% | <5% | product-specific | Water stability required |
| Shrimp feed | 96–98% | <3–5% | product-specific | Very high compactness |
For tropical climates, PDI and moisture must be optimized together. Excessively dry pellets may become brittle and produce fines. Excessively moist pellets may soften during storage and mold. The ideal pellet is compact, durable, cooled, and microbiologically stable.
10- Cooling Control: The Most Critical Post-Pelleting Step
Cooling is one of the most important quality control points in tropical feed production. Pellets leaving the die are hot and moist. If they are bagged too warm, water vapor migrates and condenses inside the bag. This creates localized high-aw zones where mold develops even if average moisture appears acceptable.
The uploaded shelf-life report states that pellets exiting the die can carry 14–17% moisture at 75–95°C and should be cooled to approximately ambient temperature while reducing MC to safe storage levels. The mold-prevention report gives a practical post-cooling target of ambient temperature +3–5°C.
Table 10. Counterflow cooling targets for tropical feed mills
| Cooling parameter | Recommended target | Warning level | High-risk level |
|---|---|---|---|
| Pellet inlet temperature | 75–95°C | >95°C | risk of over-processing |
| Pellet outlet temperature | ambient +3–5°C | ambient +5–8°C | >ambient +10°C |
| Pellet inlet MC | 14–17% commonly | >17% | cooler overload |
| Finished pellet MC | 10.5–12.5% | 12.5–13.0% | >13.0% |
| Finished pellet aw | ≤0.65 preferred | 0.65–0.70 | >0.70 |
| Cooling time | 10–15 min typical | <8 min | under-cooling |
| Moisture loss in cooler | 1.0–3.0 points | >3 points | over-drying/brittleness |
| Fines after cooler | <5–8% | 8–10% | >10% |
In tropical climates, cooling air may already contain high moisture. If ambient RH is above 80%, the cooling system may have limited drying capacity. Under such conditions, cooler settings that work in dry seasons may fail during rainy seasons.
A tropical feed mill should therefore adjust cooling by season:
Table 11. Seasonal cooling adjustment strategy
| Climate condition | Cooling risk | Recommended adjustment |
|---|---|---|
| Hot-dry season, RH <60% | Over-drying and brittle pellets | Reduce airflow or residence time |
| Hot-humid season, RH 75–85% | Under-drying and warm pellets | Increase airflow efficiency, improve ventilation |
| Rainy season, RH >85% | Moisture removal failure | Use dehumidified air if possible, lower target MC before packaging |
| Cool nights, hot days | Condensation in storage | Ensure pellet temp close to ambient before bagging |
| High-fat feed | Slow cooling and oxidation | Control final temp and add antioxidant |
Cooling should be monitored continuously. A feed mill should not rely only on operator touch or visual inspection. Temperature probes, moisture sensors, and aw testing should be part of the quality control system.
11- Organic Acid Preservation and Mold Inhibition
In tropical climates, organic acid preservatives are often necessary because environmental humidity can exceed the protective capacity of moisture control alone. Propionic acid and propionate salts are widely used for mold control. Multi-acid blends containing propionic, formic, acetic, and sorbic acids can provide broader protection against molds, yeasts, and bacteria.
The uploaded mold-prevention report gives practical propionic acid application ranges from 0.05–0.30% depending on moisture content and risk level, with higher rates required under high-humidity conditions.
Table 12. Organic acid application strategy for tropical feed
| Feed / storage risk | Finished MC | Ambient RH | Recommended acid strategy | Expected storage target |
|---|---|---|---|---|
| Low risk | ≤12.5% | <60% | 0.05–0.10% propionic acid | 3–6 months |
| Moderate risk | 11–12% | 60–75% | 0.10–0.15% propionic acid | 2–4 months |
| High risk | 10–11.5% | 75–85% | 0.15–0.25% multi-acid blend | 1–3 months |
| Very high risk | ≤10.5% | >85% | 0.20–0.30% multi-acid blend | 1–2 months |
| High-fat feed | 10–12% | >75% | acid + antioxidant | depends on fat stability |
| Premix / specialty feed | ≤10% | any humid climate | barrier package + desiccant + acid if compatible | 6–12 months |
Table 13. Preservative selection by target organism
| Active ingredient | Main target | Typical effective range | Technical note |
|---|---|---|---|
| Propionic acid | molds | 0.05–0.30% | Standard mold inhibitor |
| Ammonium propionate | molds | 0.10–0.30% | Less corrosive than free acid |
| Calcium propionate | molds | 0.20–0.50% | Dry application option |
| Formic acid | bacteria, Salmonella control | 0.05–0.15% | Strong antibacterial effect |
| Sorbic acid / potassium sorbate | yeasts and molds | 0.025–0.10% | Useful for yeast control |
| Acetic acid | yeasts and molds | 0.10–0.50% | Often used in blends |
| Buffered multi-acid blend | broad-spectrum | 0.15–0.30% | Preferred in high humidity |
Preservatives should be applied uniformly. Uneven application creates protected and unprotected zones within the feed mass. For pelleted feed, liquid acid systems should be calibrated regularly. For mash feed, mixing uniformity must be verified.
12- Lipid Oxidation and Nutrient Stability
Tropical feed quality control is not only about mold. High temperature also accelerates oxidation of fats and oils. Feeds with high oil inclusion, fish meal, rice bran, full-fat soybean, poultry fat, fish oil, or other unsaturated lipid sources are especially vulnerable.
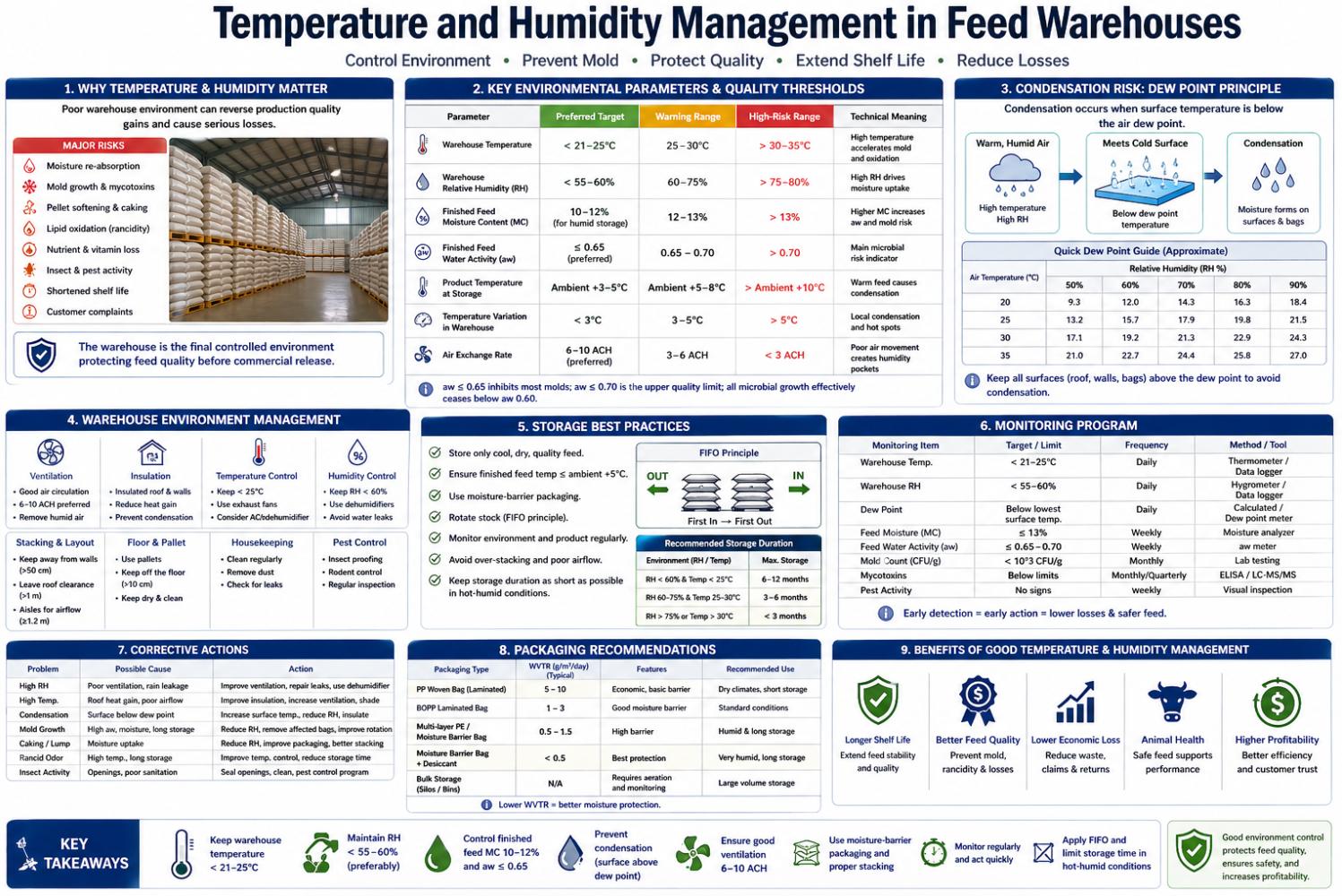
The uploaded shelf-life report notes that lipid oxidation is accelerated at temperatures above 25°C and is particularly damaging in feeds with high fat inclusion above 4%, such as broiler finisher or aquafeed. It recommends storage conditions below 21°C and approximately 50% RH for preventing rancidity, although this is difficult in many tropical markets.
Table 14. Lipid oxidation control in tropical feed
| Parameter | Recommended target | Warning level | Corrective action |
|---|---|---|---|
| Storage temperature | <25°C preferred | >30°C | Shorten shelf life and improve ventilation |
| Feed fat inclusion | <4% lower risk | >4% | Add antioxidant and control storage |
| Oil peroxide value | ingredient-specific | rising trend | Reject or treat with antioxidant |
| Acid value | ingredient-specific | rising trend | Check rancidity and supplier |
| Fish oil / high PUFA feed | high risk | any warm storage | Use antioxidant + barrier packaging |
| Storage duration | <30–60 days in tropics | >90 days | Strong preservation required |
Recommended antioxidant strategy may include ethoxyquin where permitted, BHT, BHA, tocopherols, rosemary extract, or other approved antioxidant systems depending on regulation and market requirement.
Vitamin degradation is another concern. Vitamins A, E, B2, B6, enzymes, probiotics, and some medications are sensitive to heat, moisture, oxygen, and storage time. For tropical climates, premix overage, post-pellet application, oxygen barrier packaging, and shorter shelf-life declarations may be required.
13- Packaging Control for Tropical Feed Markets
Packaging is the last physical barrier between feed and humid air. Standard woven polypropylene bags provide limited moisture protection. In tropical climates, better packaging may be necessary, especially for export feed, aquafeed, premix, medicated feed, young animal feed, or high-fat feed.
The uploaded mold-prevention report compares packaging materials by water vapor transmission rate, or WVTR, and shows that standard woven PP may have WVTR of 30–80 g/m²/day, while laminated BOPP/PE may reduce WVTR to 3–10 g/m²/day, and aluminum laminate may reduce it below 1 g/m²/day.
Table 15. Packaging selection for tropical feed storage
| Packaging type | WVTR | Recommended use | Tropical suitability |
|---|---|---|---|
| Woven PP bag | 30–80 g/m²/day | Short-term local feed | Low protection |
| Woven PP + PE liner | 10–30 g/m²/day | Moderate storage | Better but limited |
| Laminated BOPP/PE | 3–10 g/m²/day | Commercial pelleted feed | Good for 2–4 months |
| PE/aluminum foil laminate | <1 g/m²/day | premium/export/specialty feed | High protection |
| MAP barrier film | <0.5 g/m²/day | high-value feed | Very high protection |
| Paper + PE + Al foil | <0.1 g/m²/day | premix/vitamin feed | Maximum barrier |
For tropical climates, packaging choice should depend on target shelf life:
Table 16. Packaging decision matrix by shelf life target
| Target shelf life | Tropical condition | Minimum packaging recommendation |
|---|---|---|
| <30 days | RH <75%, local market | Woven PP acceptable if feed aw ≤0.70 |
| 1–2 months | RH 75–85% | PP + PE liner or laminated BOPP/PE |
| 2–4 months | RH 75–85% | Laminated BOPP/PE, WVTR <10 |
| 4–6 months | humid export market | WVTR <5, preservative required |
| 6–12 months | specialty feed/premix | Al laminate + desiccant/oxygen absorber |
| >12 months | high-value products | MAP or high-barrier system |
For high-value products, desiccant sachets may be used. The mold-prevention report notes that silica gel sachets at 3–5 g per kg of product may help maintain internal RH below 40% over 6–12 months when used with sealed barrier packaging.
14- Warehouse and Storage Environment Control
Even well-produced feed can fail if warehouse conditions are poor. Tropical warehouses should be treated as controlled quality environments rather than simple storage spaces.
The uploaded mold-prevention article recommends storage temperature below 21°C and RH below 55–60% where possible, while recognizing that tropical facilities may need practical alternatives such as maintaining temperature below 28°C with RH below 65%.
Table 17. Warehouse control parameters for tropical climates
| Parameter | Preferred target | Acceptable tropical target | High-risk condition |
|---|---|---|---|
| Warehouse temperature | <21–25°C | <28°C | >30–35°C |
| Relative humidity | <55–60% | <65% | >75–80% |
| Temperature variation | <3°C | <5°C | >5°C |
| Air exchange | 6–10 air changes/hour | site-dependent | <3 air changes/hour |
| Pallet clearance from floor | ≥10–15 cm | required | direct floor contact |
| Wall clearance | ≥30–50 cm | required | bags touching wall |
| Inspection frequency | weekly in tropics | at least biweekly | monthly only is too low |
| FIFO compliance | mandatory | mandatory | old stock retained |
Warehouse management should include:
*- Palletized storage, never direct floor contact
*- Avoid contact with walls where condensation occurs
*- Keep aisles for airflow
*- Use roof insulation where possible
*- Avoid daytime ventilation when outside RH is extremely high
*- Ventilate during lower-RH periods, often late morning or controlled mechanical ventilation depending on local climate
*- Use dehumidifiers for high-value feed storage
*- Install temperature/RH dataloggers
*- Implement FIFO and batch traceability
A warehouse that reaches 35°C and 85% RH should be considered very high risk. Under these conditions, even good packaging and preservatives may only extend safety, not eliminate risk.
15- Transport and On-Farm Storage Control
In tropical climates, feed quality loss often occurs after leaving the factory. Distribution trucks, containers, retail warehouses, and farms may expose feed to high heat, rain, condensation, and poor ventilation.
Table 18. Tropical distribution risk points
| Distribution stage | Main risk | Control action |
|---|---|---|
| Truck loading | rain exposure, high drop damage | covered loading bay |
| Truck transport | heat buildup | avoid long sun exposure |
| Sea container export | condensation / container rain | desiccant, liner, dry pallets |
| Retail warehouse | poor FIFO, high RH | storage training and inspection |
| Farm storage | open bags, rodents, humidity | farmer guidance and short storage period |
| Bulk bin storage | condensation and residues | bin cleaning and ventilation |
For export or long-distance tropical logistics, container condensation is a major risk. Feed packed warm or loaded into containers during high humidity can develop internal condensation. Desiccant strips, dry pallets, container liners, and loading only fully cooled feed are recommended.
16- Monitoring and Quality Testing System
A tropical feed quality control program must include routine measurement, not only visual inspection. Visual mold is a late-stage indicator. By the time mold is visible, aw and microbial activity have already exceeded safe limits.
Table 19. Recommended monitoring program for tropical feed mills
| Test item | Sampling point | Recommended frequency | Target / action limit |
|---|---|---|---|
| Raw material MC | intake | every lot | grain preferably ≤13–14% |
| Raw material temperature | intake/silo | every lot / daily | investigate >30°C |
| Raw material mycotoxins | high-risk lots | every high-risk batch | according to species limits |
| Mash MC | mixer discharge | each formula / shift | 11.5–13.0% typical |
| Conditioned mash MC | conditioner outlet | key formulas / shift | 14.0–15.5% |
| Conditioner temperature | online | continuous | ±2°C from target |
| Pellet cooler outlet temp | cooler outlet | continuous | ambient +3–5°C |
| Finished pellet MC | post-cooler/bagging | every batch | 10.5–12.5% tropical target |
| Finished feed aw | bagging/QC | every batch or risk batch | ≤0.65 preferred, ≤0.70 max |
| PDI | after cooler | each formula / shift | feed-type target |
| Mold count | finished feed | weekly or risk-based | <1,000 CFU/g preferred |
| Warehouse T/RH | storage | continuous datalogger | RH <65% preferred |
The uploaded mold-prevention report lists general microbiological acceptance criteria: total mold count below 1,000 CFU/g as acceptable, 1,000–10,000 CFU/g as alert level, and above 10,000 CFU/g as reject level.
Table 20. Finished feed microbiological reference values
| Indicator | Acceptable | Alert level | Reject level |
|---|---|---|---|
| Total mold count | <1,000 CFU/g | 1,000–10,000 CFU/g | >10,000 CFU/g |
| Aspergillus spp. | <100 CFU/g | 100–500 CFU/g | >500 CFU/g |
| Fusarium spp. | <100 CFU/g | 100–1,000 CFU/g | >1,000 CFU/g |
| Penicillium spp. | <500 CFU/g | 500–5,000 CFU/g | >5,000 CFU/g |
| Total aerobic count | <50,000 CFU/g | 50,000–200,000 CFU/g | >200,000 CFU/g |
For tropical feed quality control, aw testing should become a standard QC item, not an occasional research measurement.
17- Integrated Tropical Feed Quality Control Matrix
The following matrix can be used as a practical control framework for feed mills operating in different tropical humidity levels.
Table 21. Feed quality control matrix by tropical risk level
| Risk level | Ambient condition | Finished MC target | aw target | Preservative | Packaging | Monitoring |
|---|---|---|---|---|---|---|
| Low tropical risk | T <28°C, RH <65% | 11.5–12.5% | ≤0.70 | optional 0.05–0.10% acid | PP or PP+liner | MC every batch, aw weekly |
| Moderate risk | T 28–32°C, RH 65–75% | 11.0–12.0% | ≤0.68 | 0.10–0.15% propionic acid | PP+PE liner | aw every batch |
| High risk | T 32–35°C, RH 75–85% | 10.5–11.5% | ≤0.65 | 0.15–0.25% multi-acid | laminated BOPP/PE | aw + mold weekly |
| Very high risk | T >35°C, RH >85% | ≤10.5–11.0% | ≤0.62–0.65 | 0.20–0.30% multi-acid | barrier/MAP/desiccant | frequent aw, mold, mycotoxin |
| Export tropical market | container transport | ≤10.5–11.5% | ≤0.65 | 0.15–0.25% blend | WVTR <5 g/m²/day | batch-level certificate |
This matrix should be adapted according to local climate, feed type, shelf life, and customer storage practices.
18- Example Application: Broiler Feed in a Tropical Market
A feed mill produces 4 mm broiler pellets for a market with average warehouse temperature of 32°C and RH of 80%. Target shelf life is 60 days. Under temperate conditions, the mill normally produces feed at 12.5–13.0% moisture, but customer complaints about mold appear after 3–4 weeks during the rainy season.
Table 22. Problem diagnosis
| Parameter | Current value | Tropical target | Diagnosis |
|---|---|---|---|
| Finished MC | 12.8% | 10.5–11.5% | Too high for 80% RH |
| Finished aw | 0.73 | ≤0.65 | Mold risk |
| Cooler outlet temp | ambient +9°C | ambient +3–5°C | Under-cooled |
| Packaging | woven PP | laminated or PE liner | Poor moisture barrier |
| Preservative | none | 0.15–0.25% multi-acid | Inadequate protection |
| Warehouse RH | 80% | <65% | High-risk environment |
| PDI | 88% | 88–92% | Pellet durability acceptable |
| Mold count after 30 days | 8,000 CFU/g | <1,000 CFU/g | Alert level |
Table 23. Corrective action plan
| Corrective action | Target result |
|---|---|
| Reduce final MC to 10.8–11.5% | Lower aw and improve shelf life |
| Control finished aw ≤0.65 | Prevent mold growth |
| Adjust cooler to ambient +3–5°C | Prevent condensation in bags |
| Apply 0.15–0.25% multi-acid preservative | Add mold inhibition layer |
| Use PP+PE liner or laminated bag | Reduce moisture ingress |
| Improve warehouse airflow and pallet spacing | Reduce local humidity pockets |
| Test aw every batch in rainy season | Detect risk before shipment |
| Reduce distributor storage time to <45 days | Lower field spoilage risk |
Under this corrected system, the expected shelf life can reasonably increase from 3–4 weeks to approximately 8–12 weeks, depending on packaging integrity and customer warehouse conditions.
19- Economic Impact of Tropical Feed Quality Control
Poor quality control in tropical climates causes financial loss through returned feed, customer claims, reduced shelf life, mold disposal, downgraded product, lower animal performance, and brand damage.
Table 24. Example economic impact of tropical feed spoilage
| Production volume | Spoilage / complaint rate | Affected feed volume | If feed value = USD 350/t | Direct feed value at risk |
|---|---|---|---|---|
| 50,000 t/year | 1% | 500 t | USD 350/t | USD 175,000 |
| 100,000 t/year | 1% | 1,000 t | USD 350/t | USD 350,000 |
| 150,000 t/year | 2% | 3,000 t | USD 350/t | USD 1,050,000 |
| 300,000 t/year | 2% | 6,000 t | USD 350/t | USD 2,100,000 |
This calculation only includes direct product value. It does not include transport, rework, legal claims, customer loss, animal performance reduction, or reputational cost.
By contrast, quality control investments such as aw meters, NIR moisture sensors, organic acid systems, better cooler control, improved packaging, and warehouse dataloggers often cost much less than repeated spoilage losses.
20- Regulatory and Standards Considerations
Tropical feed quality management should be integrated into HACCP and feed safety systems. The uploaded moisture-control report notes that moisture and aw are recognized as critical control points in feed safety programs and that documentation should include calibration records, critical limits, corrective actions, and verification records.
Key documentation should include:
*- Raw material intake moisture records
*- Mycotoxin test records for high-risk ingredients
*- Grinding particle size records
*- Conditioner temperature records
*- Finished feed MC and aw records
*- Preservative dosage records
*- Cooler outlet temperature records
*- Packaging material specifications
*- Warehouse T/RH datalogger reports
*- Mold count and microbiological test records
*- Customer complaint and traceability records
For tropical export markets, feed mills should also prepare batch certificates showing MC, aw, mold count, mycotoxin status, preservative use, production date, shelf life, and storage instructions.
21- Technical Conclusions and Recommendations
Feed quality control in tropical climates requires stricter and more quantitative management than in temperate environments. High temperature and humidity create continuous pressure on feed stability from raw material storage to final farm use. The main control principle is to reduce available water, prevent moisture re-absorption, inhibit microbial growth, and maintain pellet integrity throughout the distribution chain.
The key technical conclusions are as follows:
1- Water activity is the most important safety parameter. Finished feed should be controlled at aw ≤0.70 as an upper limit, with aw ≤0.65 preferred for tropical climates and long storage.
2- Finished feed moisture should generally be lower in tropical markets. For ordinary poultry and livestock feeds, 10.5–12.0% MC is often safer than 12.5–13.0% when RH exceeds 75%.
3- Raw material control is essential. Grains above 14% MC, meals above normal moisture range, and high-risk ingredients such as corn, DDGS, groundnut meal, cottonseed meal, rice bran, and fish meal require stricter intake testing.
4- Cooling is a critical control point. Pellets should leave the cooler at no more than ambient temperature +3–5°C, and final MC should usually be below 12.5% for tropical storage.
5- Organic acid preservation is often necessary. In high-humidity storage, 0.15–0.25% multi-acid blend is more appropriate than no preservative or very low propionic acid dosage.
6- Packaging must match climate risk. Woven PP bags are insufficient for long storage in humid tropical markets. Laminated BOPP/PE bags, PE liners, aluminum laminates, desiccants, or MAP systems should be selected according to shelf life target.
7- Warehouse RH should preferably be controlled below 60–65%. When RH exceeds 75–80%, storage time must be shortened and monitoring frequency increased.
8- Mold count and visual inspection are not enough. aw testing, moisture testing, temperature/RH datalogging, and mycotoxin screening must be integrated into routine QC.
9- Pellet quality and shelf life are linked. Low PDI and high fines increase surface area and accelerate moisture absorption, so pellet durability must be maintained along with moisture safety.
10- Tropical feed quality control must extend beyond the factory. Transport, retail warehousing, distributor storage, and on-farm handling all influence final feed safety.
The recommended implementation priorities are:
1- Install or use regular finished feed aw testing and define aw ≤0.65–0.70 as a release criterion.
2- Improve cooler control so finished pellets reach ambient +3–5°C and target MC before bagging.
3- Use NIR or microwave moisture monitoring at intake, mixer discharge, conditioner outlet, and post-cooler discharge.
4- Apply organic acid or multi-acid mold inhibitors based on MC, aw, RH, and shelf life target.
5- Upgrade packaging for humid markets, especially for feed stored longer than 30–60 days.
6- Establish warehouse temperature/RH datalogging and weekly inspection during rainy seasons.
7- Build a formula-specific tropical quality control sheet covering MC, aw, PDI, fines, preservative dose, packaging, storage condition, and shelf life.
In conclusion, tropical feed quality cannot be controlled by final product moisture alone. It requires a complete engineering system based on water activity, thermal control, preservative strategy, packaging barrier, warehouse environment, and continuous monitoring. For technical personnel, the goal is to convert tropical feed quality control from reactive complaint handling into a measurable, preventive, and data-driven management system.