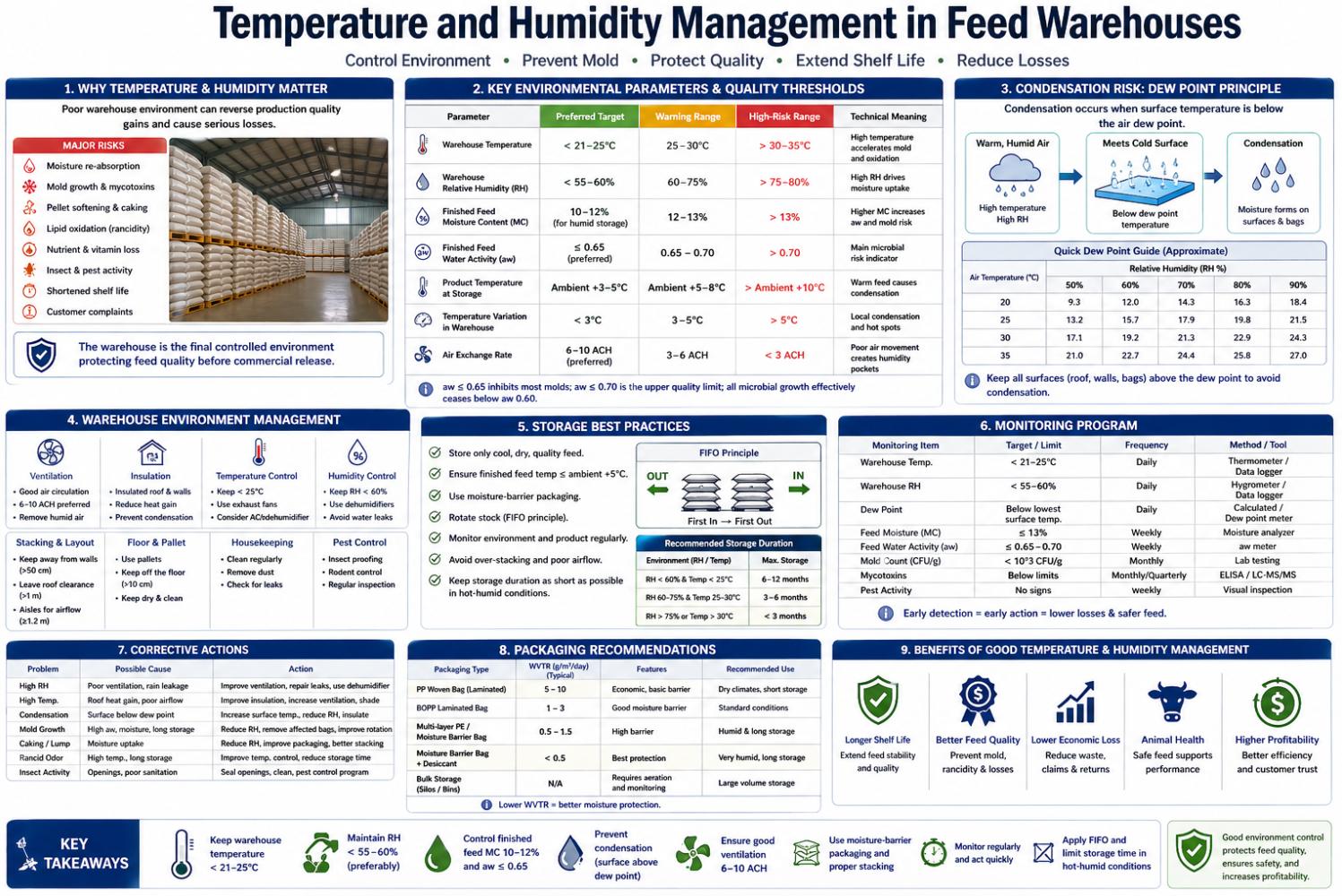
Temperature and humidity management in feed warehouses is a critical control point for maintaining the quality, safety, shelf life, and commercial value of finished animal feed. Even when feed is correctly manufactured, pelleted, cooled, and packaged, poor warehouse environmental control can rapidly reverse production-stage quality gains.
High relative humidity, elevated temperature, poor airflow, condensation, direct floor contact, inadequate packaging, and weak stock rotation can cause moisture re-absorption, water activity elevation, mold growth, mycotoxin risk, pellet softening, caking, rancidity, nutrient degradation, and customer complaints.
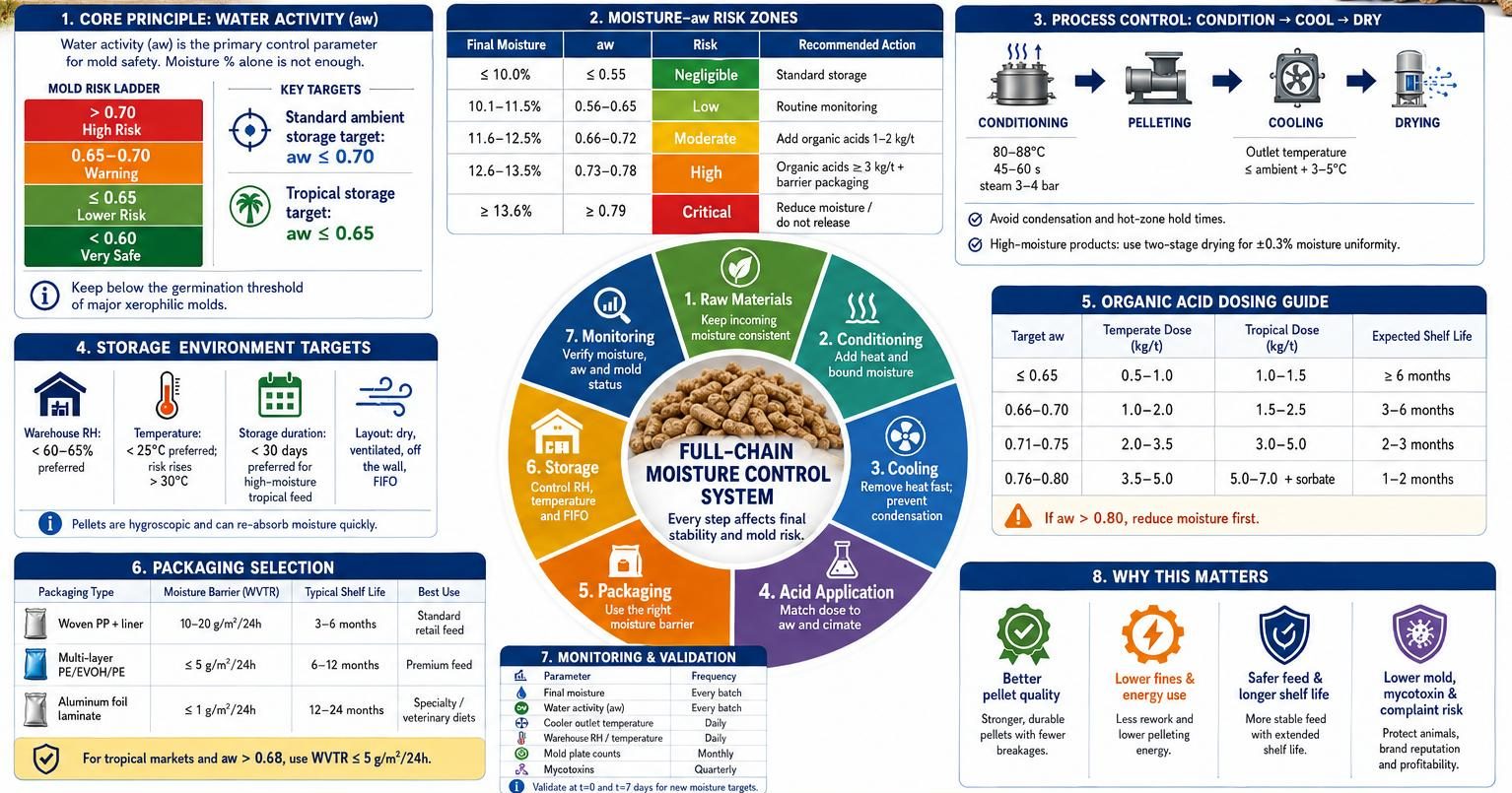
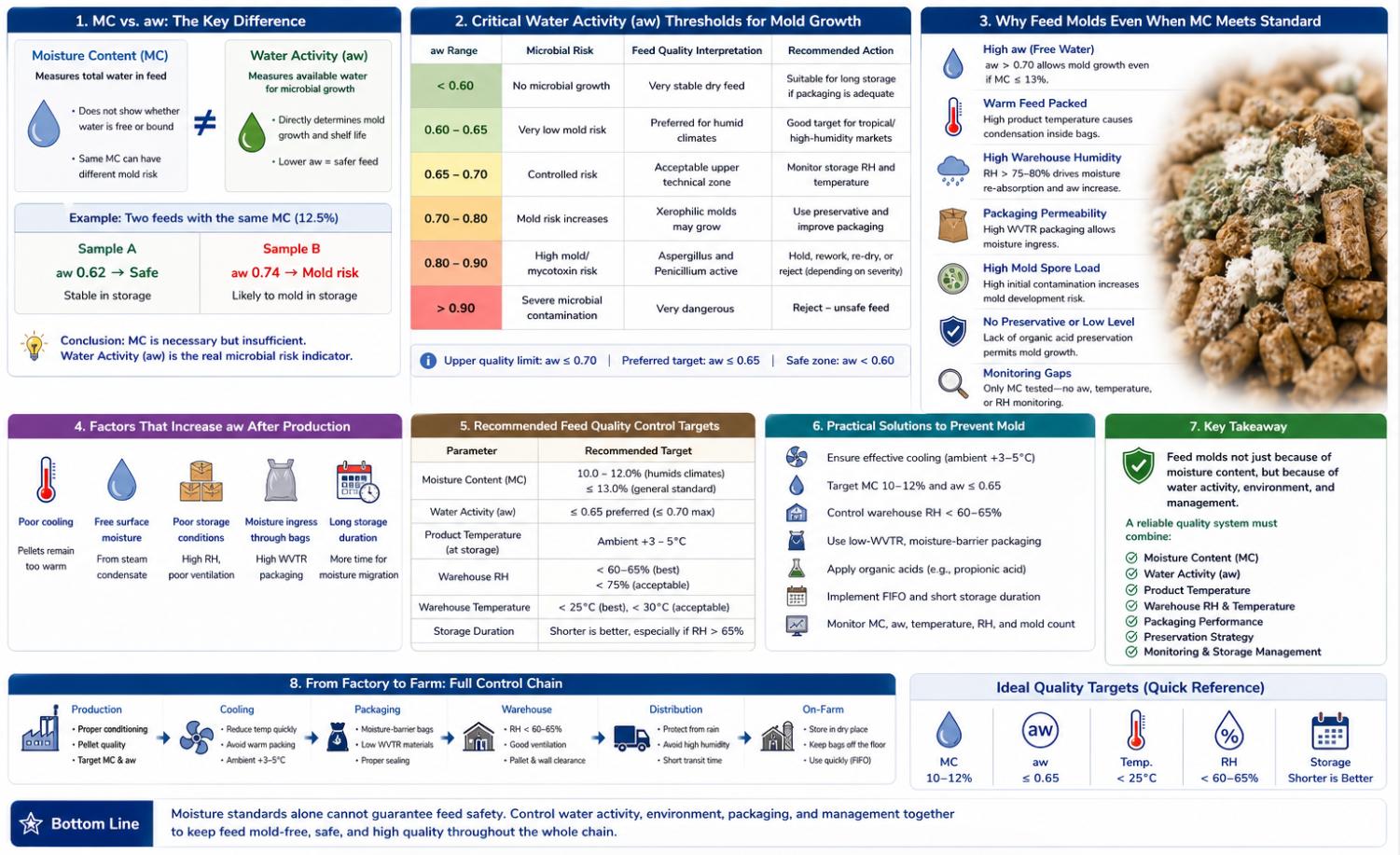
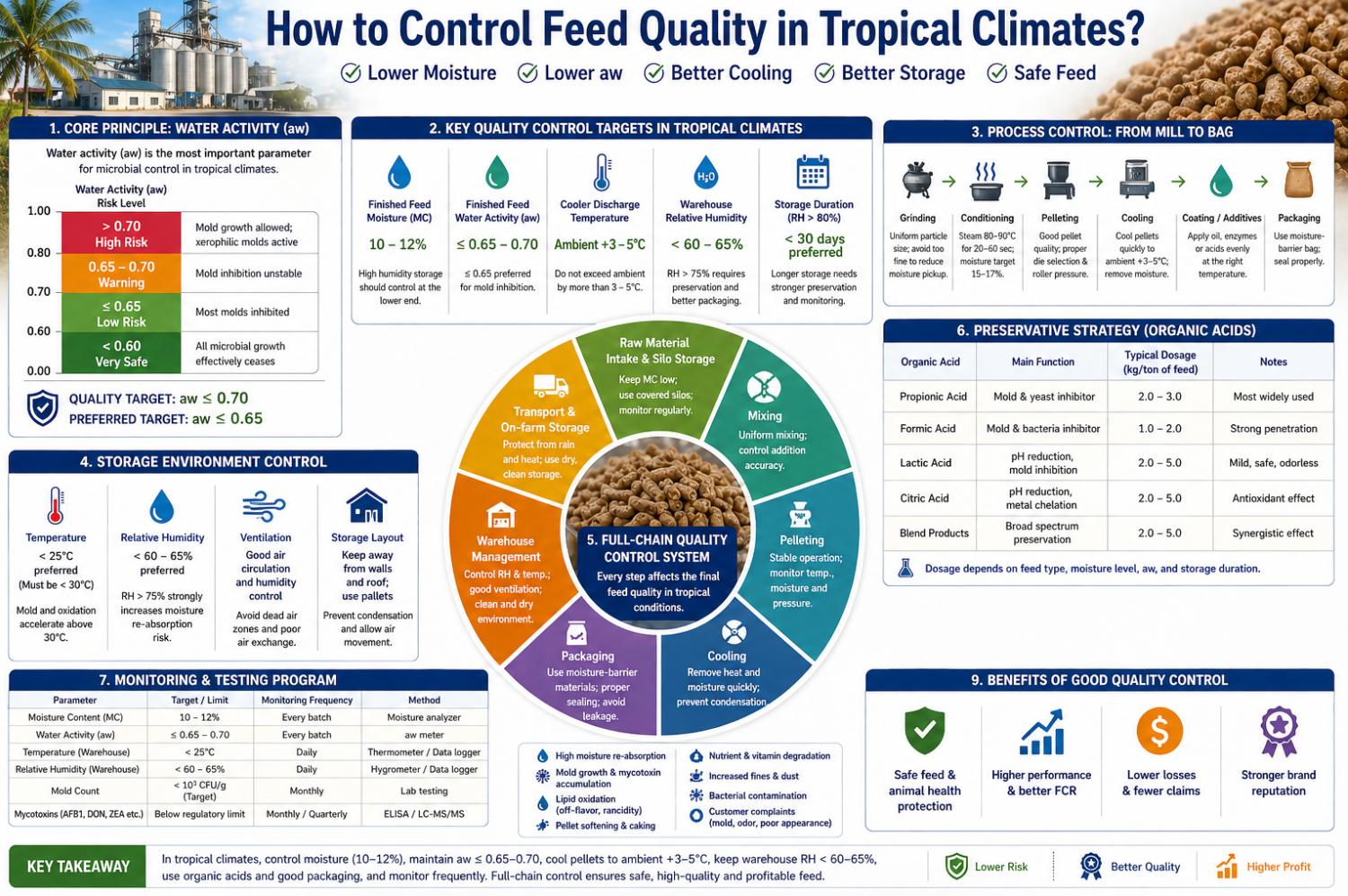
For dry compound feed, moisture content alone is not sufficient to determine warehouse stability. Water activity, or aw, is the more reliable microbial risk indicator. Technical reference data show that most molds are inhibited below aw 0.65, the finished feed quality target should be aw ≤0.70, and all microbial growth effectively ceases below aw 0.60.
Finished feed moisture is commonly controlled at ≤13%, but in humid climates or long-storage conditions, safer targets are usually 10–12% MC and aw ≤0.65.
In warehouse management, the key environmental parameters are air temperature, relative humidity, dew point, air exchange rate, temperature uniformity, product temperature, packaging barrier performance, and storage duration.
A warehouse temperature below 21–25°C and relative humidity below 55–60% is preferred for long shelf life. In tropical or subtropical conditions where these values are difficult to maintain, RH should still be controlled below 65% whenever possible, and feed should be stored for shorter periods with stronger packaging and preservative support. Reference storage guidance indicates that RH above 75% and temperature above 30°C create high-risk conditions for mold growth and moisture migration.
This report provides a data-based framework for temperature and humidity management in feed warehouses, including environmental thresholds, condensation control, ventilation design, packaging selection, monitoring frequency, corrective actions, and economic evaluation.
1- Introduction
Finished animal feed is not a static product after it leaves the production line. It continues to exchange heat and moisture with the surrounding environment throughout storage, handling, distribution, and on-farm use. This is especially important in warehouses, where large volumes of bagged or bulk feed may remain for days, weeks, or months before delivery.
In many feed mills, major attention is given to raw material quality, grinding, mixing, steam conditioning, pelleting, and cooling. However, warehouse management is sometimes treated as a logistics issue rather than a technical quality-control point. This is a serious mistake. Poor warehouse temperature and humidity control can cause mold growth even when the feed was safe at the time of packaging.
The main warehouse-related feed quality failures include:
*- Mold growth inside bags or on pellet surfaces
*- Caking and lump formation
*- Moisture re-absorption from humid air
*- Condensation on bag surfaces, walls, floors, or roofs
*- Pellet softening and increased fines
*- Lipid oxidation and rancid odor
*- Vitamin degradation
*- Mycotoxin accumulation
*- Insect and pest activity
*- Shortened shelf life
*- Customer complaints after delivery
Temperature and humidity management should therefore be included in the feed mill’s HACCP, quality assurance, and shelf-life control programs. The warehouse is not simply a storage space. It is the final controlled environment protecting the feed before commercial release.
2- Basic Concepts: Temperature, Relative Humidity, Dew Point, MC, and aw
Warehouse feed quality is controlled by the interaction of five main parameters: air temperature, relative humidity, dew point, feed moisture content, and feed water activity.
Moisture content, or MC, measures total water in feed as a percentage of feed weight. Water activity, or aw, measures the availability of that water for microbial growth and chemical reactions. A feed with 12% moisture may be safe if the water is well bound and aw is below 0.65, but risky if surface moisture or condensation raises aw above 0.70.
Relative humidity, or RH, measures the amount of water vapor in the air relative to the maximum amount the air can hold at that temperature. Warm air can hold more moisture than cool air. When warm humid air contacts a colder surface, condensation can occur if the surface temperature is below the dew point. In feed warehouses, this may happen on metal roofs, concrete floors, warehouse walls, bag surfaces, container interiors, and bulk bin walls.
The practical significance is simple: mold often begins in localized wet zones, not necessarily throughout the entire warehouse. A bag surface, pallet bottom layer, wall-facing stack, or roof-drip area may have much higher moisture risk than the average warehouse measurement suggests.
Table 1. Key warehouse environmental parameters and their technical meaning
| Parameter | Preferred target | Warning range | High-risk range | Technical meaning |
|---|---|---|---|---|
| Warehouse temperature | <21–25°C | 25–30°C | >30–35°C | High temperature accelerates mold and oxidation |
| Warehouse RH | <55–60% | 60–75% | >75–80% | High RH drives moisture uptake |
| Finished feed MC | 10–12% for humid storage | 12–13% | >13% | Higher MC increases aw and mold risk |
| Finished feed aw | ≤0.65 preferred | 0.65–0.70 | >0.70 | Main microbial risk indicator |
| Product temperature at storage | ambient +3–5°C | ambient +5–8°C | >ambient +10°C | Warm feed causes condensation |
| Temperature variation in warehouse | <3°C | 3–5°C | >5°C | Local condensation and hot spots |
| Air exchange rate | 6–10 ACH preferred | 3–6 ACH | <3 ACH | Poor air movement creates humidity pockets |
Reference storage data indicate that finished feed should generally target aw ≤0.70, with ≤0.65 preferred for mold inhibition. In warehouse practice, this means RH, temperature, and product cooling must be managed together.
3- Water Activity Thresholds and Mold Risk in Warehouses
Mold growth in stored feed is controlled primarily by water activity. Warehouse air humidity becomes dangerous because it can raise feed aw through moisture absorption or condensation.
Uploaded mold-prevention data identify the following minimum aw thresholds for important feed molds: Aspergillus flavus and Aspergillus parasiticus can grow at approximately aw 0.78; Aspergillus ochraceus at around aw 0.77; Penicillium verrucosum around aw 0.80; Fusarium verticillioides around aw 0.87; and xerophilic molds can grow at aw as low as approximately 0.61.
Table 2. Mold growth thresholds relevant to warehouse storage
| Mold species / group | Minimum aw for growth | Optimal aw range | Major risk | Warehouse implication |
|---|---|---|---|---|
| Xerophilic molds | ~0.61 | 0.70–0.80 | Early mold in dry feed | Can appear even when feed seems dry |
| Aspergillus flavus | ~0.78 | 0.90–0.99 | Aflatoxin B1 | High risk in corn-based feeds |
| Aspergillus parasiticus | ~0.78 | 0.90–0.95 | Aflatoxins | Risk in humid bagged feed |
| Aspergillus ochraceus | ~0.77 | 0.85–0.95 | Ochratoxin A | Risk in cereal-based feed |
| Penicillium verrucosum | ~0.80 | 0.88–0.95 | Ochratoxin A | Common in stored feed |
| Fusarium verticillioides | ~0.87 | 0.93–0.99 | Fumonisins | Corn-based feed risk |
| Fusarium graminearum | ~0.90 | 0.95–0.99 | DON, ZEA | Risk from contaminated cereals |
This table shows why warehouse control should not wait until aw reaches 0.80. By that stage, dangerous mold species can already grow. A feed mill should use aw 0.70 as a maximum release and storage limit, and aw 0.65 as the preferred safety target for humid or long-term storage.
4- Temperature: Its Effect on Mold, Oxidation, and Nutrient Stability
Temperature affects feed quality in three major ways. First, it accelerates mold growth when sufficient water is available. Second, it accelerates lipid oxidation and rancidity. Third, it increases the degradation rate of heat-sensitive nutrients such as vitamins, enzymes, probiotics, and some medicated additives.
Most toxigenic storage molds grow fastest around 25–35°C, and tropical warehouses often operate in this range. Reference data also indicate that mold reproduction is significantly inhibited below 10°C, while temperatures above 30°C accelerate mold growth markedly when aw is favorable.
High temperature also increases aw at a given MC. This means feed stored at 35°C can be biologically riskier than the same feed stored at 20°C, even if both samples show identical moisture content.
Table 3. Warehouse temperature risk classification
| Warehouse temperature | Risk level | Expected quality impact | Recommended action |
|---|---|---|---|
| <10°C | Very low microbial activity | Mold growth strongly inhibited | Maintain dry conditions |
| 10–21°C | Low risk | Suitable for long storage if RH controlled | Standard monitoring |
| 21–25°C | Moderate-low risk | Acceptable for most feed | Maintain RH <60% |
| 25–30°C | Moderate risk | Mold and oxidation accelerate | Increase aw/RH monitoring |
| 30–35°C | High risk | Fast mold growth if aw >0.70 | Shorten shelf life; use preservative |
| >35°C | Very high risk | Severe tropical storage risk | Strong preservation and barrier packaging required |
For high-fat feed, temperature control is especially important. Lipid oxidation accelerates above 25°C and is particularly damaging in feeds with fat inclusion above 4%, such as broiler finisher feed and aquafeed. The shelf-life control report recommends storage below 21°C and RH around 50% to prevent rancidity, though tropical markets may require practical alternatives such as antioxidants and shorter declared shelf life.
5- Relative Humidity: The Main Driver of Moisture Re-Absorption
Relative humidity is the most important warehouse air parameter for moisture control. Feed is hygroscopic. It absorbs or releases water depending on the difference between feed equilibrium humidity and ambient RH.
If warehouse RH is higher than the feed’s equilibrium relative humidity, the feed tends to absorb moisture. If RH is lower, the feed tends to lose moisture. In humid environments, bagged feed may slowly absorb moisture through packaging, especially if ordinary woven polypropylene bags are used.
Table 4. Warehouse RH risk classification
| Warehouse RH | Risk level | Expected feed effect | Recommended management |
|---|---|---|---|
| <50% | Low | Feed may dry slightly | Good for storage, monitor brittleness |
| 50–60% | Preferred | Stable storage range | Suitable for most feeds |
| 60–65% | Acceptable with control | Slight moisture uptake possible | Monitor aw and packaging |
| 65–75% | Moderate risk | Moisture absorption increases | Use better packaging and FIFO |
| 75–85% | High risk | Surface moisture and mold risk | Use acid preservative and barrier bags |
| >85% | Very high risk | Condensation and rapid spoilage likely | Avoid long storage; dehumidify |
The mold-prevention reference recommends RH below 55–60% as the preferred warehouse target, while identifying RH above 75% as a high-risk condition. In hot and humid regions where RH below 60% is difficult, the practical target should be RH below 65%, combined with lower finished feed MC, aw control, organic acids, moisture-barrier packaging, and shorter storage duration.
6- Dew Point and Condensation Control
Condensation is one of the most damaging warehouse problems because it creates localized liquid water. Liquid water can raise local aw rapidly, causing mold growth in specific zones even when average feed moisture is acceptable.
Condensation occurs when a surface temperature is below the dew point of surrounding air. Common warehouse condensation points include:
*- Metal roof underside
*- Concrete floors
*- External walls
*- Bag surfaces near walls
*- Lower pallet layers
*- Inside containers
*- Bulk bin walls
*- Feed loaded while still warm
*- Areas under roof leaks or poor insulation
A typical example: pellets leave the cooler at ambient +10°C and are bagged before full thermal equilibration. As the feed cools inside the bag, water vapor migrates toward cooler surfaces and condenses. This creates localized high-moisture zones inside the bag, often leading to mold on one side or in one layer of the bag.
Table 5. Condensation risk diagnosis
| Observation | Likely cause | Technical interpretation | Corrective action |
|---|---|---|---|
| Mold on inner bag surface | Warm feed bagged too early | Internal condensation | Reduce cooler outlet temp to ambient +3–5°C |
| Mold on bags near walls | Wall surface cooler than air | Dew point condensation | Increase wall clearance and airflow |
| Wet bottom bags | Floor moisture or no pallet | Capillary moisture absorption | Use pallets and floor vapor barrier |
| Mold under roof area | Roof condensation or leakage | Water dripping or local RH | Improve insulation and roof sealing |
| Mold inside container | Container rain | Warm humid air condenses on walls | Use desiccants and dry loading protocol |
| Caking in center of bag | Moisture migration | Temperature gradient inside bag | Cool feed fully before packaging |
Condensation control requires both environmental management and process control. Feed should not be transferred to warehouse until adequately cooled. Cooler outlet temperature should normally be ambient +3–5°C, and not more than ambient +8°C under normal conditions. Reference mold-prevention data identify ambient +3–5°C as a post-cooling target to avoid condensation and mold risk.
7- Finished Feed Requirements Before Warehouse Entry
Warehouse management cannot compensate for poorly cooled or overly moist feed. Feed should enter storage only after it meets release criteria for temperature, moisture, aw, and physical quality.
Table 6. Recommended finished feed release criteria before warehousing
| Parameter | Preferred target | Maximum / action limit | Reason |
|---|---|---|---|
| Finished feed MC, dry climate | 11.5–13.0% | >13.0% action required | Mold risk rises above 13% |
| Finished feed MC, humid climate | 10.0–12.0% | >12.5% action required | Lower target needed for humid storage |
| Finished feed aw | ≤0.65 preferred | >0.70 hold/rework | Main microbial risk limit |
| Pellet temperature | ambient +3–5°C | >ambient +8–10°C hold | Prevent condensation |
| PDI, poultry/pig feed | 88–92% target | <85% investigate | Fines absorb moisture faster |
| Fines after cooler | <5–8% | >8–10% investigate | Dust increases moisture uptake |
| Mold count | <1,000 CFU/g | >10,000 CFU/g reject | Microbial quality control |
| Packaging integrity | no puncture/leak | damaged bags rejected | Prevent moisture ingress |
The feed water retention report identifies finished feed MC ≤13% and aw ≤0.70 as key quality limits, with aw ≤0.65 preferred for mold inhibition. For tropical or high-humidity storage, technical personnel should choose lower MC targets rather than using the highest allowable moisture.
8- Warehouse Design and Environmental Engineering
A feed warehouse should be designed to prevent moisture ingress, heat accumulation, stagnant air, and direct product contact with condensation-prone surfaces. Structural design affects product quality as much as storage practice.
Table 7. Warehouse design parameters for feed quality control
| Design factor | Recommended specification | Technical purpose |
|---|---|---|
| Roof insulation | insulated roof preferred | Reduces roof condensation and heat gain |
| Floor | dry, sealed concrete with vapor barrier | Prevents moisture rising from ground |
| Wall clearance | ≥30–50 cm from feed stacks | Improves airflow and prevents wall condensation |
| Pallet height | ≥10–15 cm above floor | Prevents bottom-layer moisture absorption |
| Air exchange rate | 6–10 air changes/hour preferred | Reduces humidity pockets |
| Drainage | no standing water around warehouse | Reduces internal RH |
| Doors | fast-closing or controlled access | Limits humid air entry |
| Ventilation | mechanical or controlled natural ventilation | Stabilizes temperature and RH |
| Pest sealing | sealed gaps and screens | Reduces insects and contamination |
| Temperature/RH sensors | multiple zones | Detects local hot spots |
The warehouse should be divided into monitoring zones because RH and temperature can vary significantly inside the same building. Corners, roof areas, loading doors, external wall zones, and lower pallet layers often show higher risk than central open areas.
9- Ventilation Management
Ventilation is necessary, but uncontrolled ventilation can worsen humidity problems. In dry conditions, ventilation removes moisture and heat. In humid conditions, ventilation may introduce more water vapor into the warehouse.
This is especially important in tropical climates, rainy seasons, coastal regions, and monsoon environments. Opening doors or vents during periods of high outside RH may raise internal warehouse RH and increase feed moisture uptake.
Table 8. Ventilation decision matrix
| Outside condition | Ventilation decision | Reason |
|---|---|---|
| Outside RH lower than indoor RH | Ventilate | Removes moisture from warehouse |
| Outside RH higher than indoor RH | Limit ventilation | Prevents moisture ingress |
| Outside temperature much lower than indoor temperature | Ventilate cautiously | May reduce heat but risk condensation |
| Rainy weather / fog | Avoid natural ventilation | High moisture load |
| Early morning in humid climates | Use caution | RH may be very high |
| Midday hot-dry period | May ventilate if RH lower | Can reduce warehouse humidity |
| Night cooling with high RH | Avoid if dew point risk | Condensation possible |
Table 9. Recommended ventilation and air control targets
| Parameter | Preferred value | Warning value | Corrective action |
|---|---|---|---|
| Air exchange rate | 6–10 ACH | <3 ACH | Improve fans or ventilation layout |
| RH difference indoor vs outdoor | ventilate only if outdoor RH lower | outdoor RH higher | close vents or dehumidify |
| Temperature difference across warehouse | <3°C | >5°C | improve air circulation |
| Dead-air zones | none | corners with high RH | add circulation fans |
| Door-open duration | minimized | frequent long opening | install fast doors/air curtains |
| Airflow through stacks | adequate aisle spacing | tightly packed stacks | improve stack layout |
Ventilation should be based on measured RH and temperature, not operator habit. A warehouse should use temperature/RH dataloggers and, where possible, automatic fan control based on indoor-outdoor humidity comparison.
10- Stacking, Palletizing, and Space Management
Stacking design influences airflow, condensation risk, pressure damage, and inspection efficiency. Poor stacking can create hidden moisture pockets and prevent air circulation.
Table 10. Recommended stacking control values
| Storage factor | Recommended value | Risk if not controlled |
|---|---|---|
| Pallet height above floor | ≥10–15 cm | Bottom bags absorb floor moisture |
| Distance from wall | ≥30–50 cm | Wall condensation wets bags |
| Distance below roof/ceiling | ≥50–100 cm if possible | Roof heat and condensation exposure |
| Aisle width | ≥80–120 cm | Poor inspection and airflow |
| Maximum stack height | according to bag strength; avoid deformation | Pellet breakage and caking |
| FIFO lane marking | mandatory | Old stock retained too long |
| Damaged bags | isolate immediately | Local moisture and pest risk |
| Different batches | separated and labeled | Traceability failure |
Feed should not be stacked directly against walls or on the floor. Bags should be placed on dry pallets. Pallets should not be broken, wet, moldy, or contaminated with previous materials.
11- Packaging Barrier and Moisture Transmission
Packaging determines how quickly warehouse humidity affects feed. Standard woven PP bags have relatively high water vapor transmission and provide limited protection in humid storage. Laminated bags and barrier films reduce moisture ingress.
Uploaded mold-prevention data report that standard woven PP bags may have WVTR of 30–80 g/m²/day, woven PP with PE liner around 10–30 g/m²/day, laminated BOPP/PE around 3–10 g/m²/day, PE/aluminum foil laminate below 1 g/m²/day, and high-barrier MAP films below 0.5 g/m²/day.
Table 11. Packaging selection by warehouse humidity risk
| Packaging type | WVTR | Suitable storage condition | Recommended feed type |
|---|---|---|---|
| Woven PP | 30–80 g/m²/day | RH <60%, short storage | local feed, fast turnover |
| Woven PP + PE liner | 10–30 g/m²/day | RH 60–75% | medium-risk storage |
| Laminated BOPP/PE | 3–10 g/m²/day | RH 65–85% | commercial finished feed |
| PE/Al foil laminate | <1 g/m²/day | high humidity or long storage | premium/export/specialty feed |
| MAP barrier film | <0.5 g/m²/day | very high-risk/high-value feed | medicated/premix/aquafeed |
| Paper + PE + Al foil | <0.1 g/m²/day | maximum barrier required | vitamin premix/concentrate |
Table 12. Packaging decision by storage duration
| Target storage duration | Warehouse RH | Minimum packaging recommendation |
|---|---|---|
| <4 weeks | <65% | Woven PP acceptable |
| 1–2 months | 65–75% | PP + PE liner |
| 2–4 months | 65–85% | Laminated BOPP/PE |
| 4–6 months | >75% or export | WVTR <5 g/m²/day |
| 6–12 months | humid/high-value | Al laminate + desiccant |
| >12 months | specialty products | MAP/high-barrier packaging |
Packaging should be selected based on actual warehouse RH, storage duration, product value, and climate risk. A low-cost bag may be economically expensive if it causes mold claims.
12- Organic Acid Preservation as Warehouse Risk Insurance
Temperature and humidity management should be the first line of defense, but in high-humidity warehouses, preservatives are often needed as a second barrier. Organic acid preservatives inhibit molds and yeasts when feed is exposed to humidity fluctuations.
Uploaded data show that propionic acid application may range from 0.05–0.30% depending on feed moisture and storage risk, while multi-acid blends are preferred under high humidity or yeast risk.
Table 13. Preservative strategy by warehouse risk
| Warehouse condition | Finished feed target | Recommended preservative | Storage interpretation |
|---|---|---|---|
| T <25°C, RH <60% | MC 11.5–13%, aw ≤0.70 | optional 0.05–0.10% propionic acid | low risk |
| T 25–30°C, RH 60–75% | MC 11–12%, aw ≤0.68 | 0.10–0.15% propionic acid | moderate risk |
| T 30–35°C, RH 75–85% | MC 10–11.5%, aw ≤0.65 | 0.15–0.25% multi-acid blend | high risk |
| T >35°C, RH >85% | MC ≤10.5%, aw ≤0.62–0.65 | 0.20–0.30% multi-acid blend | very high risk |
| High-fat feed | low MC, low aw | acid + antioxidant | mold and rancidity control |
| Premix/specialty feed | very low MC | barrier package + desiccant | long shelf life protection |
Preservatives cannot compensate for severely wet feed or poor warehouse conditions. If feed aw exceeds 0.80 or feed is stored in RH >90% conditions, re-drying, rapid use, or rejection is more appropriate than relying only on preservatives.
13- Monitoring System: Instruments, Frequency, and Action Limits
Warehouse temperature and humidity management must be measurement-based. Manual observation is not enough because mold risk begins before visible mold appears.
Table 14. Recommended warehouse monitoring system
| Monitoring item | Instrument | Frequency | Action limit |
|---|---|---|---|
| Warehouse temperature | datalogger | continuous, 15-min interval preferred | >30°C warning |
| Warehouse RH | datalogger | continuous, 15-min interval preferred | >65% warning; >75% high risk |
| Product temperature | probe thermometer | daily/weekly by risk | >ambient +5°C investigate |
| Finished feed MC | moisture analyzer / NIR | every batch | >13% hold; lower in tropics |
| Finished feed aw | aw meter | every batch or risk-based | >0.70 hold/rework |
| Mold count | microbiology test | weekly/monthly by risk | >10,000 CFU/g reject |
| Mycotoxin test | ELISA / lab | risk-based | follow species limits |
| Packaging condition | visual inspection | every storage inspection | damaged bags isolate |
| Floor/wall condensation | visual + RH check | daily in humid season | correct immediately |
| Pest activity | inspection traps | weekly | pest control action |
The mold-prevention report recommends datalogger monitoring at intervals of ≤15 minutes for warehouse temperature and RH. This is especially valuable because short humidity spikes may occur during rain, door opening, night cooling, or loading operations.
Table 15. Finished feed microbiological reference values
| Indicator | Acceptable | Alert level | Reject level |
|---|---|---|---|
| Total mold count | <1,000 CFU/g | 1,000–10,000 CFU/g | >10,000 CFU/g |
| Aspergillus spp. | <100 CFU/g | 100–500 CFU/g | >500 CFU/g |
| Fusarium spp. | <100 CFU/g | 100–1,000 CFU/g | >1,000 CFU/g |
| Penicillium spp. | <500 CFU/g | 500–5,000 CFU/g | >5,000 CFU/g |
| Total aerobic count | <50,000 CFU/g | 50,000–200,000 CFU/g | >200,000 CFU/g |
These values should be integrated into batch release and warehouse inspection systems. Mold count and mycotoxin results should not be treated as identical. A feed can contain mycotoxins even if living mold counts are low, because toxins may remain after mold activity has occurred.
14- Warehouse Risk Classification and Control Matrix
A practical warehouse quality system should classify storage risk based on temperature, RH, product aw, packaging, and storage duration.
Table 16. Integrated temperature-humidity risk matrix
| Risk level | Warehouse condition | Feed release target | Packaging | Preservative | Monitoring frequency |
|---|---|---|---|---|---|
| Low | T <25°C, RH <60% | MC ≤13%, aw ≤0.70 | woven PP acceptable | optional | monthly aw, quarterly mold |
| Moderate | T 25–30°C, RH 60–75% | MC ≤12%, aw ≤0.68 | PP + PE liner | 0.10–0.15% propionic acid | biweekly aw, monthly mold |
| High | T 30–35°C, RH 75–85% | MC ≤11%, aw ≤0.65 | laminated BOPP/PE | 0.15–0.25% multi-acid | weekly aw and mold |
| Very high | T >35°C, RH >85% | MC ≤10.5%, aw ≤0.62–0.65 | barrier/MAP/desiccant | 0.20–0.30% multi-acid | frequent aw, mold, mycotoxin |
| Critical | condensation present | hold product | inspect/repack | review treatment | immediate corrective action |
This framework is consistent with uploaded high-humidity storage guidance, which recommends progressively lower MC targets, stronger organic acid dosage, and better packaging as RH rises from below 60% to above 85%.
15- Special Management for Tropical and Coastal Warehouses
Tropical and coastal warehouses require stricter rules because outside air often contains high moisture even when there is no rain. RH may remain above 80% for long periods, and temperature may exceed 30°C during the day.
Table 17. Tropical/coastal warehouse control targets
| Control point | Recommended tropical target |
|---|---|
| Finished feed MC | 10.0–11.5% for long storage |
| Finished feed aw | ≤0.65 preferred |
| Warehouse RH | <65% where possible |
| Warehouse temperature | <28°C practical target; <25°C preferred |
| Cooler outlet temperature | ambient +3–5°C |
| Packaging | laminated or PE-lined for >30 days |
| Preservative | 0.15–0.25% multi-acid for high RH |
| Inspection frequency | weekly during rainy season |
| Datalogger interval | ≤15 minutes |
| Stock turnover | preferably <30–60 days |
In tropical markets, a standard bagged feed stored for 90 days in a non-controlled warehouse may be technically unrealistic unless MC, aw, packaging, preservative, and storage conditions are all optimized.
16- Corrective Action Protocol
When temperature or RH moves outside limits, the warehouse team should follow a documented corrective action plan.
Table 18. Corrective action protocol
| Problem detected | Immediate action | Technical investigation | Long-term correction |
|---|---|---|---|
| RH >75% for >24 h | increase monitoring; protect high-risk stock | check ventilation, doors, weather | install dehumidification or better airflow |
| Feed temperature high | separate affected batch | check cooler outlet temp and stacking | improve cooling before storage |
| aw >0.70 | hold batch | check MC, packaging, storage RH | re-dry, rapid use, or downgrade |
| Visible condensation | isolate nearby stock | identify dew point source | improve insulation/ventilation |
| Mold on bags | quarantine batch | test aw, mold, mycotoxin | review packaging and storage |
| Bottom bags wet | remove from floor | check pallets/floor moisture | improve pallet and floor system |
| Rancid odor | hold high-fat feed | check peroxide/acid value | improve antioxidant and temperature control |
| Insect activity | isolate and treat | check sanitation | improve pest control and FIFO |
A corrective action system must include traceability. If one pallet or batch shows mold, related batches produced on the same day, stored in the same zone, or packed with the same packaging material should be checked.
17- Example Case: Mold Complaint in a Humid Warehouse
A feed mill stores broiler feed in a warehouse where daytime temperature averages 32°C and RH averages 78%. Feed is packed in woven PP bags. Customer complaints report mold after 35–45 days of storage.
Table 19. Case diagnosis
| Parameter | Current value | Recommended value | Diagnosis |
|---|---|---|---|
| Finished feed MC | 12.8% | 10.5–11.5% in humid storage | Too high for tropical warehouse |
| Finished feed aw | 0.72 | ≤0.65 preferred | Mold risk |
| Cooler discharge temp | ambient +9°C | ambient +3–5°C | Under-cooled |
| Warehouse RH | 78% | <65% | High-risk humidity |
| Warehouse temp | 32°C | <28°C practical target | High mold/oxidation risk |
| Packaging | woven PP | laminated or PE-lined | Insufficient barrier |
| Preservative | none | 0.15–0.25% multi-acid | No mold inhibition layer |
| Storage duration | 45 days | <30 days unless protected | Too long for current system |
Table 20. Corrective action plan
| Corrective action | Target result |
|---|---|
| Reduce finished MC to 10.8–11.5% | Lower aw under humid storage |
| Set finished aw release limit at ≤0.65 | Prevent mold development |
| Improve cooler control to ambient +3–5°C | Eliminate bag condensation |
| Upgrade to PP + PE liner or laminated bag | Reduce moisture ingress |
| Add 0.15–0.25% multi-acid preservative | Improve mold inhibition |
| Install RH/temperature dataloggers | Detect risk events |
| Improve pallet spacing and wall clearance | Reduce local condensation |
| Limit stock age to <30–45 days in rainy season | Reduce exposure time |
With these changes, shelf life could reasonably increase from approximately 35–45 days to 8–12 weeks, depending on packaging integrity, preservative efficacy, and warehouse humidity control.
18- Economic Impact of Warehouse Temperature and Humidity Control
Warehouse quality failures are economically expensive because the feed has already absorbed full production cost. Loss at this stage includes raw materials, production energy, labor, packaging, storage, and distribution cost.
Table 21. Example economic impact of warehouse spoilage
| Annual feed volume | Warehouse spoilage / complaint rate | Feed affected | Feed value at USD 350/t | Direct feed value at risk |
|---|---|---|---|---|
| 50,000 t/year | 1% | 500 t | USD 350/t | USD 175,000 |
| 100,000 t/year | 1% | 1,000 t | USD 350/t | USD 350,000 |
| 150,000 t/year | 2% | 3,000 t | USD 350/t | USD 1,050,000 |
| 300,000 t/year | 2% | 6,000 t | USD 350/t | USD 2,100,000 |
These figures only represent direct feed value. They do not include transport returns, customer compensation, lost sales, animal performance loss, laboratory testing, disposal cost, or brand damage.
Table 22. Typical warehouse control investment vs. benefit
| Control measure | Cost level | Expected benefit |
|---|---|---|
| Temperature/RH dataloggers | low | Early detection of high-risk events |
| Pallets and wall clearance | low | Reduces floor and wall moisture damage |
| FIFO system | low | Reduces expired stock |
| Improved ventilation fans | medium | Reduces humidity pockets |
| Dehumidifier system | medium to high | Strong humidity control |
| Insulated roof | medium to high | Reduces heat and condensation |
| Laminated packaging | medium | Reduces moisture ingress |
| Organic acid preservative | medium recurring cost | Extends shelf life and mold protection |
| aw meter | medium | Direct microbial risk control |
In many warehouses, low-cost controls such as pallets, spacing, FIFO, dataloggers, and cooler-temperature discipline provide large benefits before major capital investment is required.
19- Regulatory and Documentation Requirements
Temperature and humidity management should be part of the feed mill’s formal quality management and HACCP system. The uploaded moisture-control report notes that moisture and aw measurements, calibration logs, control limits, corrective action records, and verification records are expected components of feed safety management.
Recommended documentation includes:
*- Warehouse temperature and RH records
*- Datalogger calibration records
*- Finished feed MC and aw release records
*- Cooler outlet temperature records
*- Packaging material specifications and WVTR data
*- Preservative dosage records
*- Mold count and mycotoxin test records
*- FIFO stock movement records
*- Cleaning and pest-control records
*- Corrective action reports
*- Customer complaint traceability reports
For export or tropical markets, batch certificates should include production date, MC, aw, preservative status, packaging type, recommended storage temperature/RH, and shelf-life limit.
20- Final Technical Recommendations
A practical warehouse temperature and humidity management program should be built around measurable limits.
Recommended control limits
1- Finished feed aw should be ≤0.70 as the maximum release limit and ≤0.65 for humid climates or long storage.
2- Finished feed MC should generally be ≤13% in normal storage, but 10–12% is safer for tropical or high-humidity warehouses.
3- Warehouse RH should be maintained below 55–60% where possible; below 65% is a practical upper target in warm climates.
4- Warehouse temperature should preferably be below 21–25°C. If this is not possible, feed shelf life should be shortened when temperature exceeds 30°C.
5- Feed should enter the warehouse only after cooling to ambient +3–5°C. Feed above ambient +8–10°C should not be immediately packed or stored for long periods.
6- Temperature variation across the warehouse should be below 3–5°C to prevent localized condensation.
7- Feed should be stored on pallets at least 10–15 cm above the floor and 30–50 cm away from walls.
8- Dataloggers should record temperature and RH continuously, preferably at intervals of 15 minutes or less.
9- Packaging should match storage risk. Woven PP is suitable only for short storage in dry conditions. Humid or long-storage conditions require PE liners, laminated bags, aluminum laminates, desiccants, or MAP systems.
10- Organic acid preservation should be used when RH exceeds 65–75%, storage exceeds 30–60 days, or feed is shipped to humid markets.
21- Conclusion
Temperature and humidity management in feed warehouses is a technical feed safety and quality-control discipline, not merely a storage practice. The warehouse environment directly determines whether finished feed maintains its designed moisture, water activity, pellet integrity, nutrient value, and shelf life.
The central control principle is to prevent feed water activity from rising above the microbial risk threshold. Finished feed should be released and stored at aw ≤0.70, with aw ≤0.65 preferred in humid climates. Warehouse RH should be kept below 60–65% where possible, and storage temperature should be controlled below 25°C when practical. When temperature exceeds 30°C or RH exceeds 75%, mold, condensation, rancidity, and nutrient degradation risks increase sharply.
Effective control requires an integrated system: correct post-pellet cooling, safe finished MC and aw, adequate packaging barrier, controlled ventilation, proper stacking, pallet use, wall clearance, FIFO rotation, preservative support, and continuous monitoring. The most common warehouse failures—mold inside bags, bottom-layer caking, wall-side spoilage, and container condensation—are usually caused by local temperature and humidity imbalances rather than by uniform product failure.
For technical personnel, the recommended approach is to manage the feed warehouse as a measurable environmental control zone. Temperature, RH, aw, MC, product temperature, packaging WVTR, mold count, and storage duration should be recorded and linked to batch traceability. Under this system, warehouse quality management shifts from reactive complaint handling to preventive, data-based feed safety control.