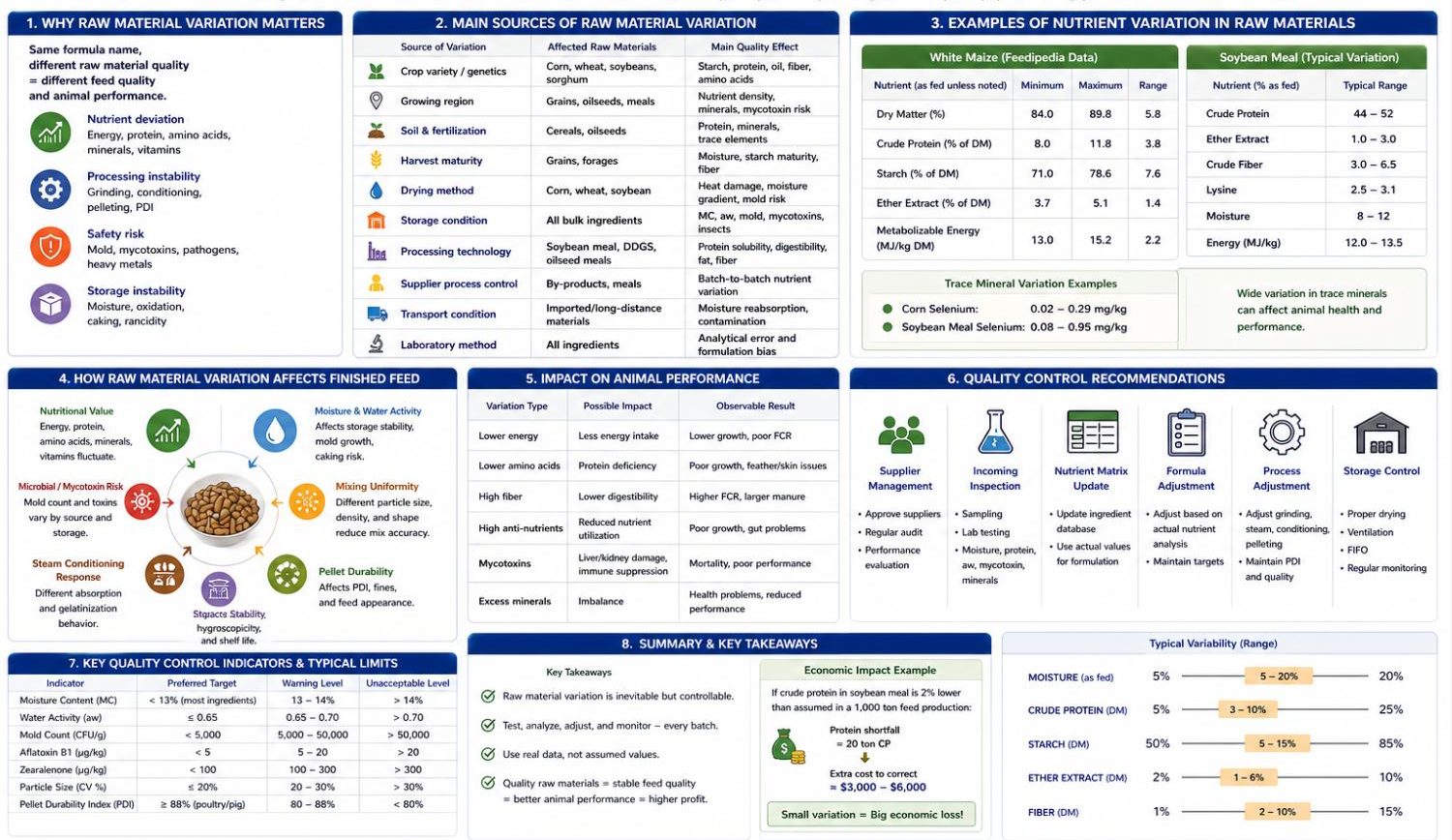
Increasing feed moisture content improves pellet quality, reduces fines, lowers energy consumption, and enhances palatability. However, exceeding critical moisture thresholds creates conditions favorable to mold proliferation, mycotoxin synthesis, and nutrient degradation — all of which impose significant economic and biosafety penalties.
This paper presents an integrated, data-driven framework for feed engineers to increase moisture safely. The framework encompasses water activity (aw) control theory, organic acid and antimold additive selection, optimized conditioning and drying parameters, packaging and storage best practices, and applicable regulatory standards. Specific target ranges, dosing data, and decision criteria are provided to support practical implementation on industrial feed production lines.
1. Introduction
Water is simultaneously the most important processing aid and the most dangerous contaminant in compound feed manufacture. On the process side, steam conditioning raises feed temperature to 70–90 °C and adds 2–4% moisture, which softens starch granules for gelatinization, denatures anti-nutritional factors, and reduces pathogen load. Every additional 1% moisture in the final pellet can reduce die friction by approximately 8–12% and lower specific energy consumption by 5–10 kWh/t (Thomas et al., 2012).
On the safety side, moisture above 13–14% (w/w) in combination with ambient temperature creates micro-environments where xerophilic fungi such as Aspergillus flavus, A. parasiticus, and Penicillium citrinum colonize within 24–72 hours. Field surveys in tropical climates (Nduti et al., 2016) report aflatoxin B1 contamination above the 10 ppb EU threshold in 34% of moist maize-based feeds stored without preservatives. The challenge for engineers is therefore not simply “add moisture” but rather “add moisture while denying fungi the conditions required for germination and growth.”
This paper addresses that challenge through a five-pillar framework: (1) water activity control, (2) antimold additive design, (3) conditioning and drying process optimization, (4) packaging and storage engineering, and (5) regulatory compliance.
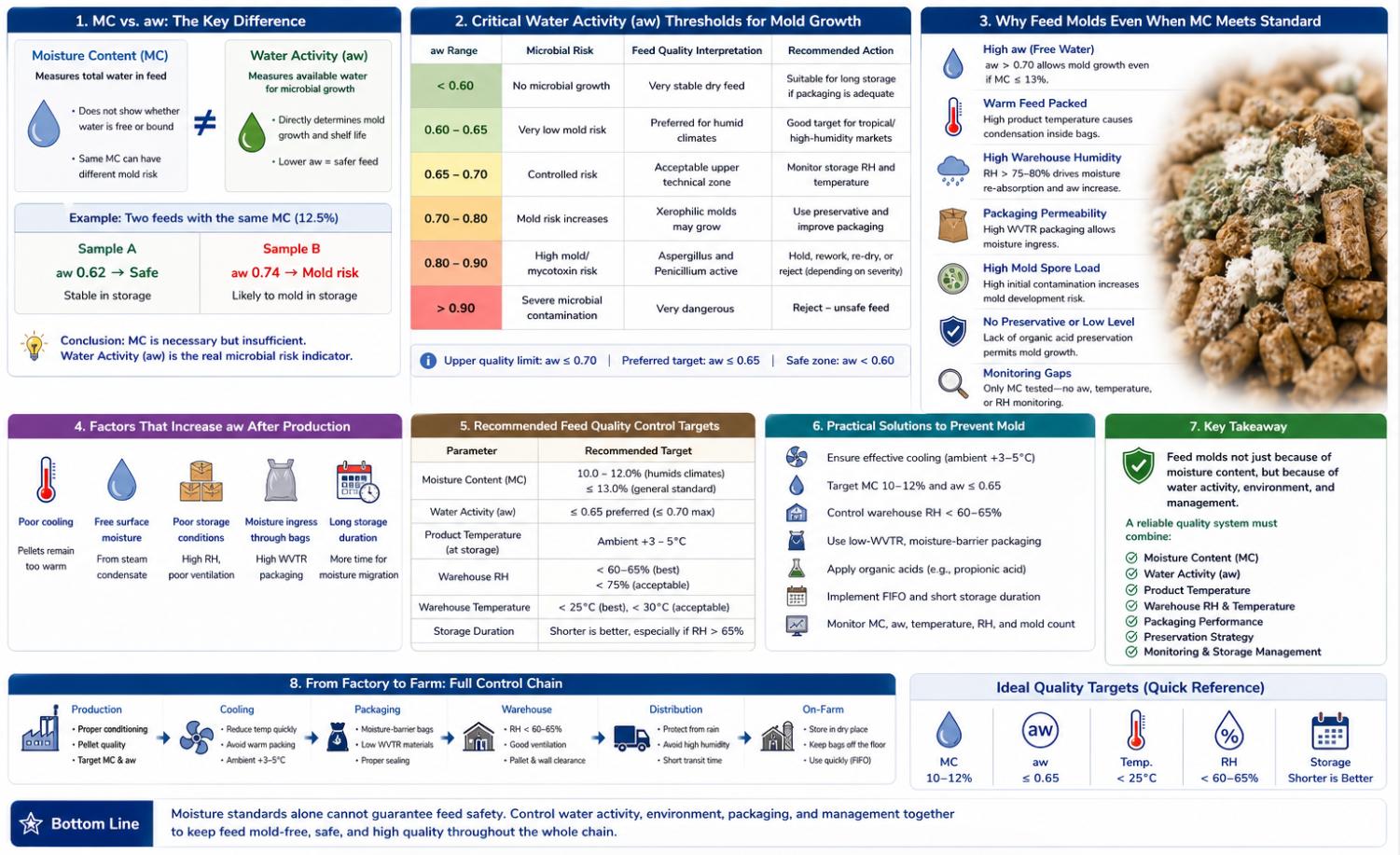
2. Water Activity (aw) as the Primary Control Parameter
2.1 Definitions and Measurement
Water activity (aw) is defined as the ratio of the partial vapor pressure of water in a food or feed matrix to that of pure water at the same temperature:
aw = p / p₀
where p is the vapor pressure of water in the product and p₀ is the vapor pressure of pure water at the same temperature. aw ranges from 0 (bone-dry) to 1.0 (pure water). Critically, aw is not linearly correlated with total moisture content (%w/w) — the relationship depends on the sorption isotherm of the specific feed matrix, which is influenced by ingredient composition, particle size, starch gelatinization state, and temperature.
Instruments used in industry include capacitance-based aw meters (±0.005 aw accuracy, 5–10 min measurement time), chilled-mirror dew-point sensors (±0.003 aw, considered the reference method), and in-line NIR probes capable of simultaneous moisture and aw estimation (±0.01 aw, < 1 s response). For production control, chilled-mirror sensors should be used for calibration; NIR for continuous process monitoring.
2.2 Critical aw Thresholds for Feed-Relevant Fungi
Table 1 summarizes the minimum aw values required for germination and mycotoxin production by the principal mold species encountered in compound feed. Engineers should treat these as hard limits: aw must remain below the lowest relevant threshold for the target shelf life.
| Fungal Species | Min aw for Germination | Min aw for Mycotoxin | Primary Toxin | Affected Ingredients |
| Aspergillus flavus / parasiticus | 0.78 | 0.83 | Aflatoxin B1, B2, G1, G2 | Maize, peanut, cottonseed |
| Aspergillus ochraceus | 0.77 | 0.80 | Ochratoxin A (OTA) | Cereals, dried fruits |
| Fusarium graminearum | 0.90 | 0.93 | DON, ZEA | Wheat, barley, maize |
| Penicillium citrinum | 0.80 | 0.85 | Citrinin | Rice bran, cereals |
| Penicillium roqueforti | 0.83 | 0.87 | PR toxin | Silage, moist grain |
| Eurotium herbariorum | 0.70 | 0.74 | Echinulin | Oilseeds, low-moisture feed |
Table 1. Minimum aw thresholds for germination and mycotoxin production of key feed-relevant mold species (CAST, 2003; Magan & Aldred, 2007).
2.3 aw–Moisture Relationship and the Sorption Isotherm
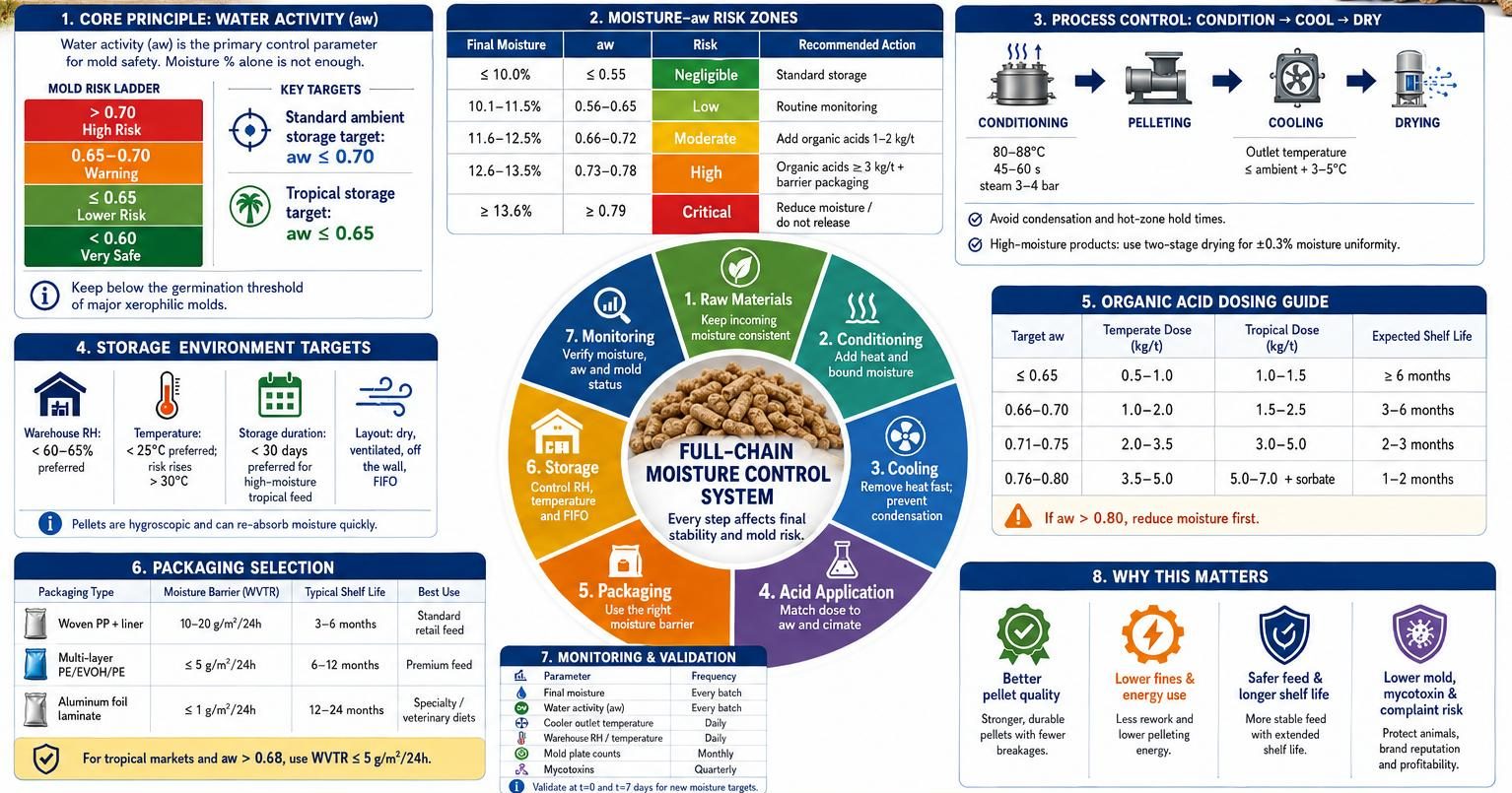
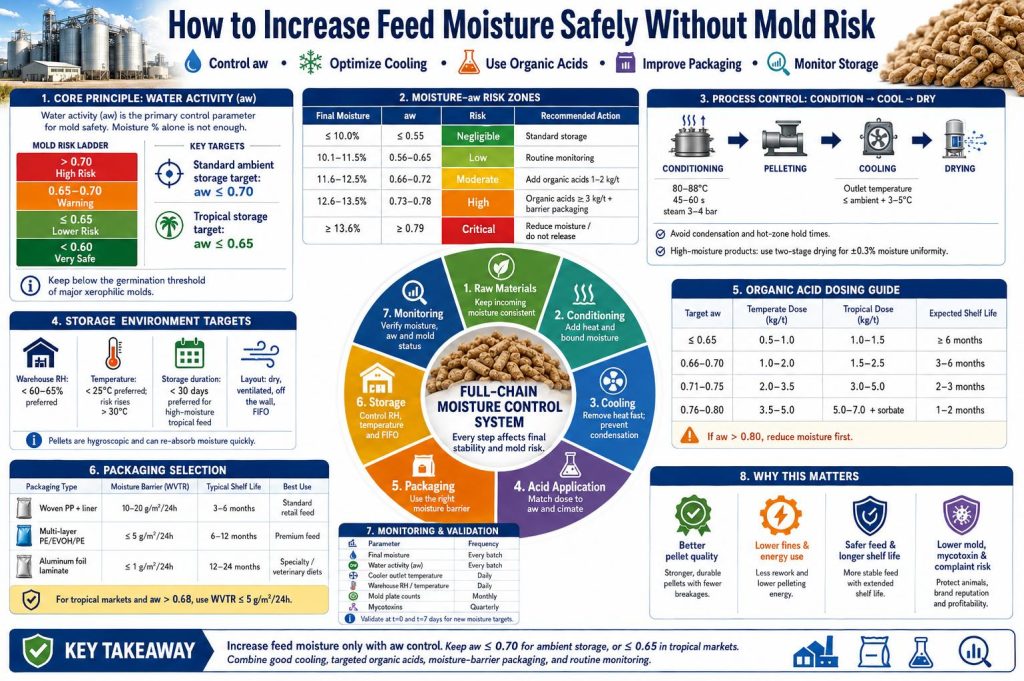
Because aw is matrix-dependent, engineers must establish sorption isotherms for each unique feed formulation. Figure 1 below describes a generalized moisture sorption isotherm showing the three characteristic regions: (I) tightly bound monolayer water (aw < 0.25), (II) multilayer adsorption (0.25 < aw < 0.65), and (III) capillary condensation zone (aw > 0.65) where microbial growth becomes feasible.
For a typical 14% crude protein broiler finisher pellet, empirical data indicate the following reference relationship at 25 °C:
| Total Moisture (%w/w) | aw (25 °C) | Mold Risk Level | Recommended Action |
| ≤ 10.0% | ≤ 0.55 | Negligible | Standard storage acceptable |
| 10.1 – 11.5% | 0.56 – 0.65 | Low | Monitor quarterly; no additives required |
| 11.6 – 12.5% | 0.66 – 0.72 | Moderate | Add organic acids at 1–2 kg/t |
| 12.6 – 13.5% | 0.73 – 0.78 | High | Mandatory organic acids ≥ 3 kg/t + hermetic packaging |
| ≥ 13.6% | ≥ 0.79 | Critical — Aspergillus germination risk | Reduce moisture or do not release product |
Table 2. Indicative aw–moisture relationship for a 14% CP broiler finisher pellet at 25 °C with corresponding mold risk tiers and control actions.
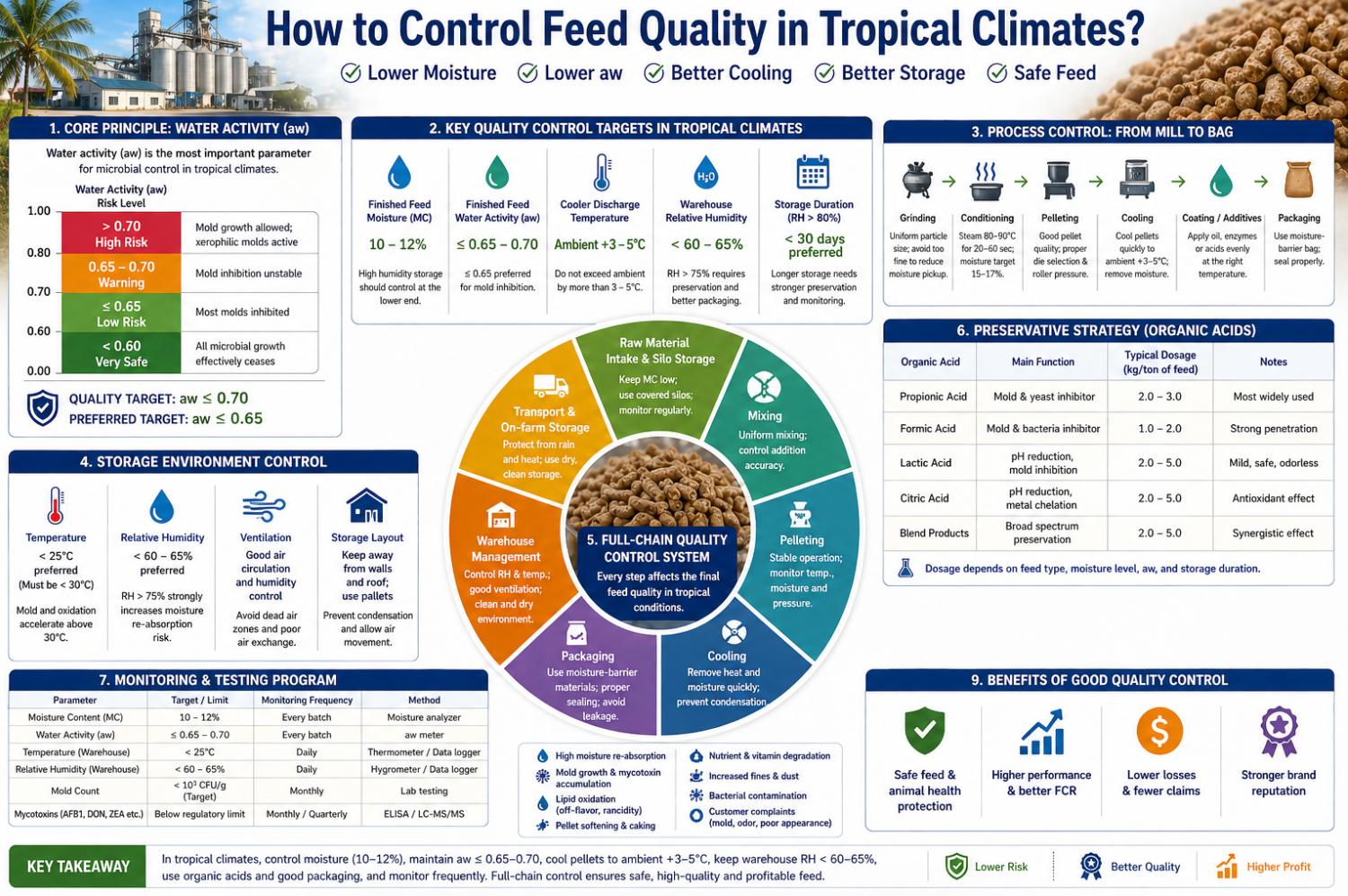
⚑ Key Engineering Rule: Target final product aw ≤ 0.70 for ambient-stored feeds with a shelf life ≥ 3 months. For tropical markets (>28 °C mean storage temperature), reduce the target to aw ≤ 0.65.
3. Antimold Additive Strategy
3.1 Mode of Action of Organic Acids
Propionic acid (CH₃CH₂COOH) is the most widely used antifungal in feed. Its mechanism operates through two pathways: (1) the undissociated acid form (HA) diffuses through fungal cell membranes into the cytoplasm, where it dissociates at intracellular pH 7.0–7.4, releasing H⁺ and acidifying the cytoplasm; (2) the anion (A⁻) accumulates and inhibits key metabolic enzymes including fumarase and succinate dehydrogenase. The critical parameter is therefore the proportion of undissociated acid, governed by the Henderson-Hasselbalch equation:
pH = pKa + log([A⁻]/[HA])
For propionic acid (pKa = 4.87), at pH 5.5 (typical feed pellet surface pH), only ~17% of the acid is in the undissociated active form. This is why dosing must be elevated for higher-moisture, higher-pH feeds, and why buffered salt formulations (ammonium propionate, calcium propionate) are used to maintain both pH and bioavailability across the moisture gradient.
3.2 Comparative Efficacy and Dosing Reference
Table 3 provides a comparative summary of commonly used antifungal agents, their pKa values, minimum inhibitory concentrations (MIC), typical inclusion rates, cost index, and regulatory status. MIC values are given for Aspergillus flavus ATCC 9643 in a maize-based medium at aw 0.85, 30 °C, pH 5.5.
| Active Agent | pKa | MIC (mg/kg feed) | Typical Dose (kg/t) | Relative Cost | EU Reg. Status |
| Propionic acid (neat) | 4.87 | 800–1,200 | 1.0–3.0 | Low (1.0×) | Reg. 1831/2003 |
| Ammonium propionate | 4.87 | 900–1,400 | 1.5–4.0 | Low (1.2×) | Reg. 1831/2003 |
| Calcium propionate | 4.87 | 1,000–1,600 | 2.0–5.0 | Low-Med (1.4×) | Reg. 1831/2003 |
| Sorbic acid | 4.76 | 400–800 | 0.5–2.0 | Medium (3.0×) | Reg. 1831/2003 |
| Benzoic acid | 4.20 | 500–1,000 | 0.5–1.5 | Med (2.5×) | Pigs only (E210) |
| Natamycin (pimaricin) | N/A | 2–10 | 0.01–0.05 | High (30×) | Surface use only |
| Synergistic blend (prop. + sorb. + herb.) | Mixed | 300–600 | 0.8–2.5 | Med-High (4×) | Product-specific |
Table 3. Comparative overview of antifungal agents for compound feed. MIC values for A. flavus ATCC 9643, aw 0.85, 30 °C, pH 5.5. EU status per Regulation (EC) No. 1831/2003.
3.3 Dose–Response Relationship and Practical Dosing Curves
The dose required to achieve a target 90% reduction in viable A. flavus colony-forming units (CFU) on a feed pellet surface increases non-linearly with aw. Engineers should use the following empirically derived dosing curves for propionic acid blends as a starting reference, validated with their specific formulation:
| Target aw | Propionate Blend Dose (kg/t) — Temperate (<22 °C) | Propionate Blend Dose (kg/t) — Tropical (>28 °C) | Expected Shelf Life (months) |
| ≤ 0.65 | 0.5 – 1.0 | 1.0 – 1.5 | ≥ 6 |
| 0.66 – 0.70 | 1.0 – 2.0 | 1.5 – 2.5 | 3 – 6 |
| 0.71 – 0.75 | 2.0 – 3.5 | 3.0 – 5.0 | 2 – 3 |
| 0.76 – 0.80 | 3.5 – 5.0 | 5.0 – 7.0 + sorbate co-addition | 1 – 2 |
| > 0.80 | Not recommended — reduce moisture first | Not recommended | < 1 |
Table 4. Recommended propionate blend dosing as a function of target aw and storage temperature for compound feed. Values are indicative; validate against product-specific challenge studies.
3.4 Application Methods
Liquid spraying onto pellets: The most common method. Apply diluted acid solution (30–50% concentration) post-cooler via twin-fluid atomizing nozzles at 0.3–0.5 bar. Ensure ≥ 4 s residence time in the spray chamber. Penetration depth is limited to the outer 1–2 mm of the pellet; adequate for surface mold but may miss internal pockets in high-moisture pellets.
Pre-conditioning powder blends: Calcium or sodium propionate blended into premix. Ensures homogeneous distribution throughout the pellet matrix. Less effective per kg applied due to partial inactivation during thermal conditioning (>80 °C for >30 s reduces efficacy by ~15–25%).
Combination approach: 50% dose as powder premix addition + 50% dose as post-pellet liquid application. Field data suggest this delivers 10–15% higher mold suppression compared to either method alone at the same total dose (Schatzmayr et al., 2006).
4. Pelleting, Conditioning, and Drying Process Parameters
4.1 Steam Conditioning — Balancing Moisture Addition and Pathogen Reduction
Steam conditioning is the primary moisture addition step in pelleting lines. A horizontal double-shaft paddle conditioner at standard throughput adds 2.5–4.5% moisture. Key process variables and their interactions are summarized below:
| Parameter | Typical Range | Effect on Moisture | Effect on Mold Risk | Recommended Target |
| Conditioner temperature | 70 – 95 °C | Higher T reduces free moisture via flash evaporation (−0.3 to −0.8%/10 °C rise) | Pathogen reduction ↑ with T; no direct mold suppression in final product | 80 – 88 °C for most species |
| Retention time | 30 – 90 s | Longer time allows deeper starch gelatinization, increases bound moisture capacity | Extended exposure at >80 °C reduces initial mold load on raw materials by 2–3 log CFU/g | 45 – 60 s at ≥ 82 °C |
| Steam pressure | 1.5 – 4.0 bar (g) | Higher pressure = drier steam = less condensate added (−0.5 to −1.0% moisture vs. wet steam) | Drier steam → lower post-conditioner moisture → lower mold risk | 3.0 – 4.0 bar (g) preferred |
| Fill level | 35 – 55% volume | Underfill → steam bypass → uneven moisture; overfill → channeling | Uneven moisture creates high-aw pockets | 45 – 50% via variable speed inlet |
| Steam traps & pipe insulation | Condensate < 5% of steam flow | Wet steam lines deliver free water droplets → local high-moisture zones (aw spike to 0.95+) | Highest single-point mold risk factor | Weekly trap inspection; insulate all steam lines to conditioner |
Table 5. Key conditioning process parameters and their impact on moisture and mold risk management.
4.2 Post-Pellet Cooling — The Most Critical Step
Cooling is consistently identified as the highest-risk unit operation for mold in pelleted feed. Hot pellets exiting the die at 70–85 °C carry surface and internal moisture. Rapid, uniform cooling to ≤ ambient temperature + 5 °C prevents moisture migration and condensation. Poor cooling practice is the root cause of the majority of field mold complaints.
Counter-flow coolers (vertical design) are recommended over cross-flow designs because they deliver more uniform pellet temperature distribution (±2 °C vs. ±8 °C in cross-flow) and allow precisely controlled outlet temperature. Operating parameters:
- Inlet air temperature: ambient; do not pre-heat cooling air
- Target outlet pellet temperature: ≤ ambient + 3–5 °C (e.g., ≤ 30 °C in a 25 °C facility)
- Target outlet moisture: final product specification −0.3 to −0.5% (to allow for re-absorption post-cooling)
- Cooler discharge frequency: continuous; avoid batch hold times > 90 s in the hot zone
- Airflow rate: 0.5–0.8 m³/s per tonne/h of production (adjust for product density and pellet diameter)
- Dew point of inlet air: critical in humid climates — if ambient dew point > 24 °C, consider dehumidified cooling air to prevent surface condensation
4.3 Post-Pellet Drying (High-Moisture Products)
For extruded aquatic feeds, senior pet food products, or conditioned mash feeds targeting moisture >13%, a secondary drying stage after extrusion is necessary. Belt dryers or rotary drum dryers operating at the following parameters are typically employed:
| Dryer Type | Inlet Air Temp (°C) | Product Dwell Time | Exit Moisture Target | Energy Consumption | Typical Application |
| Multi-pass belt dryer | 85 – 110°C zones | 15 – 45 min | ≤ 10% for fish feed | 120 – 180 kWh/t | Aquafeed, expanded pet food |
| Single-pass belt dryer | 70 – 100°C | 8 – 20 min | 11 – 12% for pet food | 90 – 140 kWh/t | Cat/dog kibble |
| Rotary drum dryer | 200 – 300°C inlet / 80–90°C outlet | 5 – 15 min | 10 – 13% | 80 – 130 kWh/t | Livestock meal, DDGS |
| Fluidized bed dryer | 60 – 80°C | 5 – 12 min | Variable ±0.3% | 70 – 110 kWh/t | Precision drying, fragile pellets |
Table 6. Comparative dryer parameters for high-moisture feed products.
When targeting final moisture in the 12–14% range for high-value products, the drying curve should be managed in two stages: (1) a high-temperature fast-drying phase to remove surface moisture (85–110 °C) followed by (2) a tempering/equilibration phase at 40–55 °C for 2–4 hours, allowing moisture to migrate from the pellet core to the surface for final removal. This two-stage approach achieves ±0.3% moisture uniformity vs. ±0.8–1.2% for single-stage drying and substantially reduces the formation of internal high-aw pockets.
5. Storage and Packaging Engineering
5.1 Moisture Re-Absorption After Production
Pellets are hygroscopic. After leaving the cooler, they will re-absorb atmospheric moisture until equilibrium with ambient relative humidity (RH) is reached. For a typical compound feed, the equilibrium moisture content (EMC) at different RH values follows the modified Chung-Pfost or Henderson-Thompson models. Reference values for a standard broiler finisher pellet are provided below:
| Ambient RH (%) | EMC (%w/w) — 20 °C | EMC (%w/w) — 30 °C | Estimated aw | Risk Level |
| 40% | 7.8 – 8.5% | 7.2 – 7.9% | 0.40 | Negligible |
| 55% | 9.8 – 10.5% | 9.2 – 9.9% | 0.55 | Low |
| 65% | 11.5 – 12.2% | 10.8 – 11.5% | 0.65 | Moderate |
| 75% | 13.2 – 14.0% | 12.5 – 13.2% | 0.75 | High |
| 85% | 15.5 – 16.5% | 14.5 – 15.5% | 0.85 | Critical — A. flavus germination probable within 48 h |
Table 7. Equilibrium moisture content of a standard broiler finisher pellet at different ambient conditions. Values calculated using modified Henderson-Thompson model.
5.2 Packaging Selection Criteria
Packaging is the primary barrier against post-production moisture ingress. The water vapor transmission rate (WVTR) of the packaging material determines how rapidly ambient humidity equilibrates with the packaged feed. Engineering specifications for packaging selection:
| Packaging Type | WVTR (g/m²/24h, 38°C/90%RH) | Recommended Shelf Life | Cost Level | Application |
| Woven PP bag (unlined) | 50 – 200 | 2 – 4 weeks (humid climates) | Very Low | Bulk domestic/farm use, cool/dry climates |
| Woven PP + LDPE liner | 5 – 20 | 3 – 6 months | Low | Standard retail bags, temperate climates |
| Multi-layer PE/EVOH/PE | < 2 | 6 – 12 months | Medium | Pet food, premium aquafeed |
| Aluminum foil laminate | < 0.1 | 12 – 24 months | High | Veterinary diets, specialty feeds |
| Paper + PE laminate | 8 – 30 | 2 – 4 months | Low-Med | Livestock feed, recyclability requirements |
| Bulk silo (galvanized steel) | Depends on sealing | 3 – 9 months (with acid treatment) | Capital cost | On-farm bulk storage |
Table 8. Packaging material WVTR values and recommended applications. WVTR tested at 38 °C / 90% RH per ASTM F1249.
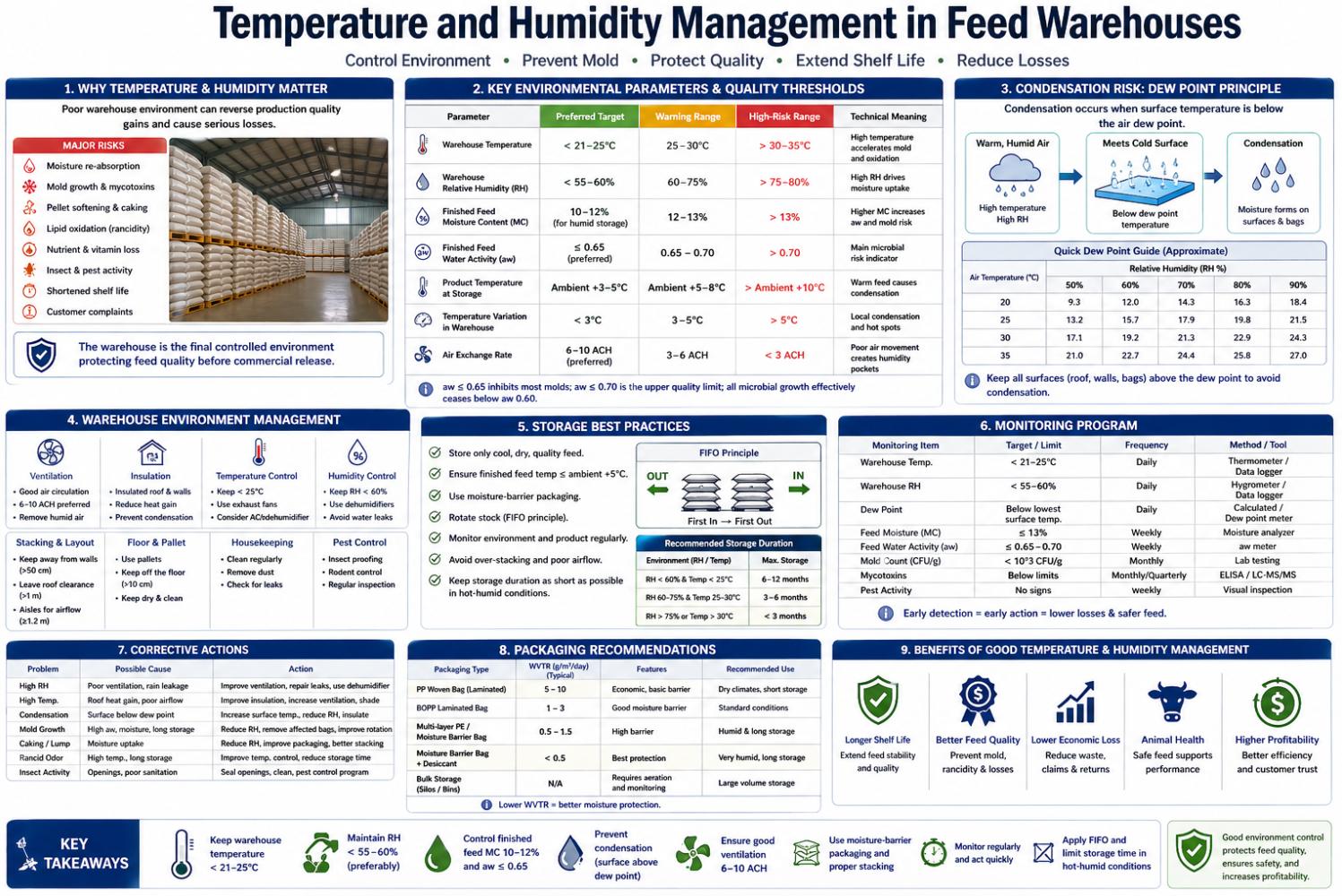
5.3 Silo and Warehouse Storage Guidelines
For bulk storage, the following engineering controls are essential for moisture management:
- Silo aeration: install radial aeration fans delivering 0.05–0.1 m³/min per tonne of stored feed; maintain air temperature within ±3 °C of product temperature to prevent condensation on silo walls
- Silo filling: avoid filling directly onto stale feed; purge silos to < 1% residual before refilling to prevent old, potentially contaminated material acting as a mold inoculum
- Roof sealing and vapor barriers: silo roof condensation can add 0.2–0.5% localized moisture to the top layer; use vapor-sealed roof liners and inspect seals quarterly
- Warehouse temperature: maintain below 25 °C where possible; each 10 °C reduction in storage temperature reduces mold growth rate by approximately 1.5–2.5× (van Laarhoven & Steenbakkers, 1997)
- Stack height: limit bagged feed stacks to ≤ 4 m; excessive stack pressure causes pellet fracture, increasing surface area and moisture uptake
- FIFO discipline: strictly enforce first-in-first-out; age-stratified sampling at 4-week intervals for products stored beyond 8 weeks
6. Regulatory Standards and Compliance Framework
6.1 Key Global Standards Governing Feed Moisture and Mycotoxins
| Regulation / Standard | Jurisdiction | Key Moisture / aw Requirement | Mycotoxin Limits | Enforcement Body |
| Reg. (EC) No. 183/2005 | European Union | Max 14% moisture for compound feed (Annex II); product-specific limits apply | Aflatoxin B1: ≤ 5 ppb (complementary feed); ≤ 20 ppb (crude materials) | National competent authorities + EFSA scientific advisory |
| Reg. (EC) No. 574/2011 | European Union | Additive labelling requirements for antifungal preservatives | OTA: ≤ 250 ppb (cereals); DON: ≤ 8,000 ppb (cereals for livestock) | EFSA |
| 21 CFR Part 573 | United States (FDA) | No federal moisture limit for compound feed; GMP-based hazard analysis required | Aflatoxin B1+B2+G1+G2 total: ≤ 20 ppb (corn/peanuts for livestock) | FDA CVM |
| GB 13078-2017 | China (GB Standard) | Moisture: ≤ 13.0% (compound feed, national standard) | Aflatoxin B1: ≤ 10 μg/kg | SAMR / Ministry of Agriculture |
| IS 2052:2019 | India (BIS) | Max 12% moisture for balanced livestock feed | Aflatoxin: ≤ 50 ppb (feed-grade) | FSSAI / BIS |
| CODEX STAN 193-1995 (Rev. 2019) | International / Codex Alimentarius | Recommends GHP-based moisture management; no universal limit | Aflatoxin B1 + B2 + G1 + G2: ≤ 10 μg/kg (maize) | WTO / SPS framework |
Table 9. Regulatory overview for feed moisture and mycotoxin limits in key jurisdictions. Engineers should verify current limits with the relevant national competent authority, as values are subject to revision.
6.2 GMP+ and FAMI-QS Certification Requirements
Most premium feed manufacturers in Europe and increasingly in Asia operate under GMP+ (Good Manufacturing Practice for the feed sector) or FAMI-QS (Quality and Safety System for Feed Additive and Premixture Operators) certification frameworks. Key requirements relevant to moisture management include:
- Hazard Analysis and Critical Control Points (HACCP) plan must explicitly identify moisture and aw as critical control parameters with documented critical limits, monitoring procedures, corrective actions, and verification frequencies
- Calibration records for all moisture meters and aw probes must be maintained with traceability to national standards; calibration interval ≤ 6 months for in-line probes, ≤ 3 months for portable instruments
- Antimold additive suppliers must hold GMP+ B2 certification and provide Certificate of Analysis (CoA) for each delivery including active substance content, pH, and specific gravity
- Storage area environmental monitoring: minimum quarterly testing for ambient RH and temperature; high-risk areas (external walls, roof edges) monthly
- Supplier Assurance Programs for raw materials must include aw or moisture specification and mycotoxin risk assessment based on origin and harvest year
6.3 Documentation and Traceability Requirements
For regulatory inspections and customer audits, the following records are mandatory under GMP+ FSA Module B2 and FDA 21 CFR Part 117 (Preventive Controls for Animal Food):
- Batch production records: conditioner outlet temperature and moisture, cooler outlet temperature and moisture, dryer exit moisture, organic acid addition weight and batch number
- Product release records: final aw (or final moisture with corresponding aw reference table), organic acid dose confirmation, packaging date, lot number, storage location
- Environmental monitoring logs: warehouse RH and temperature (datalogger output, 4-hour intervals minimum)
- Mycotoxin monitoring: minimum quarterly testing of finished product; semi-annual challenge study for new formulations targeting moisture >12%
7. Integrated Decision Framework for Engineers
7.1 Step-by-Step Protocol for Increasing Feed Moisture
Step 1 — Define the target moisture and aw: Establish the desired final moisture specification and map it to aw using your formulation-specific sorption isotherm. If no isotherm is available, use the reference data in Table 2 as a starting point and validate with 3 production batches.
Step 2 — Select the aw control strategy: If target aw ≤ 0.65, process optimization (cooling, packaging) alone may be sufficient. If 0.65 < aw ≤ 0.75, add organic acids per Table 4. If aw > 0.75, mandatory antifungal treatment + hermetic packaging + active monitoring.
Step 3 — Optimize conditioning and drying: Verify steam quality (dry steam, ≥ 3 bar; trap integrity confirmed). Set counter-flow cooler to achieve outlet temperature ≤ ambient + 5 °C. If post-dryer is in use, verify two-stage drying protocol.
Step 4 — Apply organic acid at validated dose: Use Table 3 for agent selection and Table 4 for dosing based on target aw and storage temperature. Validate nozzle atomization quality monthly; target droplet size 80–150 μm for uniform surface coverage.
Step 5 — Select packaging: Match WVTR of packaging (Table 8) to target shelf life and expected storage RH. For tropical markets, a maximum WVTR of 5 g/m²/24h is recommended for products with aw > 0.68.
Step 6 — Validate and release: Measure aw of every production batch at t=0 (immediately post-packaging) and t=7 days. For new moisture targets, conduct a shelf-life challenge study: store product at target aw at 30 °C / 75% RH for 12 weeks with weekly plate counts (ISO 21527-1) and mycotoxin analysis (ELISA screening, confirmatory HPLC-MS).
Step 7 — Establish ongoing monitoring frequency: After validation, implement a risk-based monitoring plan. aw < 0.65: monthly spot checks. aw 0.65–0.72: weekly aw and fortnightly mold plate counts. aw > 0.72: every production batch plus environmental monitoring of storage areas.
Conclusion
Increasing feed moisture content is a legitimate and beneficial engineering objective that improves pellet quality, process efficiency, and animal uptake. The risk of mold growth and mycotoxin contamination associated with elevated moisture is real but scientifically manageable when engineers apply the integrated framework described in this paper.
The three most impactful interventions, in order of cost-effectiveness, are: (1) rigorous control of post-pellet cooling to eliminate condensation and moisture migration; (2) targeted application of organic acid blends at doses calibrated to product aw and storage climate; and (3) packaging selection based on validated WVTR matched to shelf life requirements.
Water activity — not total moisture percentage — is the correct engineering control parameter. aw meters should be standard equipment in every quality control laboratory, and aw limits should be written into product specifications, HACCP critical control points, and customer contracts. An aw target of ≤ 0.70 for ambient-stored products provides a practical safety margin against the most important xerophilic Aspergillus species while permitting moisture levels that deliver commercial benefit.
As global feed production trends toward higher-moisture functional feeds — particularly for aquaculture and companion animal segments — the methods described here will become standard practice rather than advanced options. Engineers who establish robust moisture-aw management systems today will be well-positioned to meet both the quality and the regulatory expectations of the next decade.
References
CAST (Council for Agricultural Science and Technology). (2003). Mycotoxins: Risks in Plant, Animal, and Human Systems. Task Force Report No. 139. Ames, Iowa.
EFSA Panel on Contaminants in the Food Chain (CONTAM). (2020). Scientific opinion on the risks to animal and human health related to the presence of ochratoxin A in feed and food. EFSA Journal, 18(5), 6113.
European Commission. (2005). Regulation (EC) No. 183/2005 of the European Parliament and of the Council laying down requirements for feed hygiene. Official Journal of the European Union.
Magan, N., & Aldred, D. (2007). Post-harvest control strategies: Minimizing mycotoxins in the food chain. International Journal of Food Microbiology, 119(1–2), 131–139.
Nduti, N., McMillan, A., Seney, S., Sumarah, M., Njeru, P., Mwirichia, R., & Reid, G. (2016). Investigating probiotic yoghurt to reduce mycotoxin contamination in poultry feed. International Dairy Journal, 63, 50–56.
Schatzmayr, G., Zehner, F., Täubel, M., Schatzmayr, D., Klimitsch, A., Loibner, A. P., & Binder, E. M. (2006). Microbiologicals for deactivating mycotoxins. Molecular Nutrition & Food Research, 50(6), 543–551.
Thomas, M., van Vliet, T., & van der Poel, A. F. B. (2012). Physical quality of pelleted animal feed — 3. Contribution of feedstuff components. Animal Feed Science and Technology, 70(1–2), 59–78.
van Laarhoven, J. A. H., & Steenbakkers, J. F. (1997). Temperature and relative humidity effects on fungal growth in stored grain and compound feed. Journal of Stored Products Research, 33(4), 309–318.